7*24小时服务热线:
7*24小时服务热线:


更新时间:2022-08-23 14:45:14
点击:1830
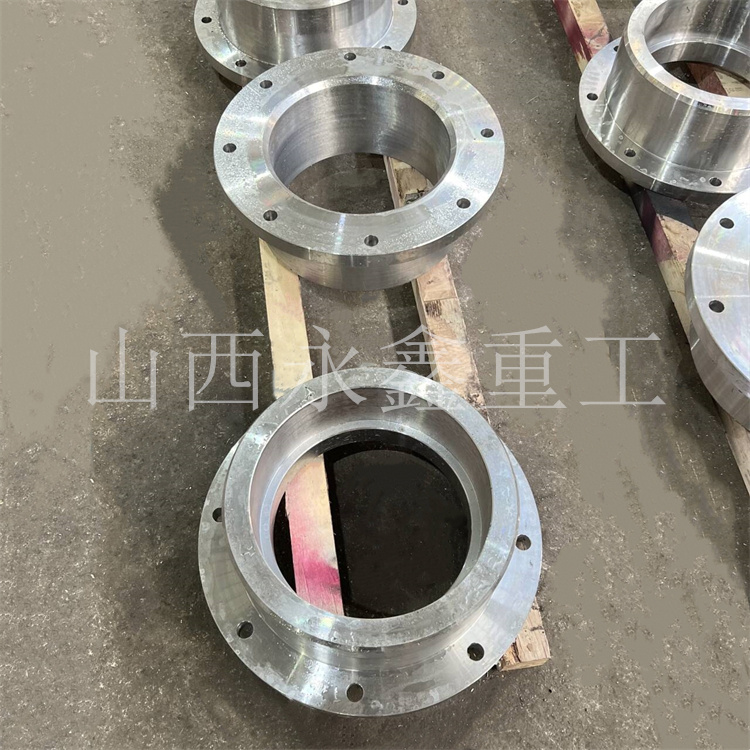
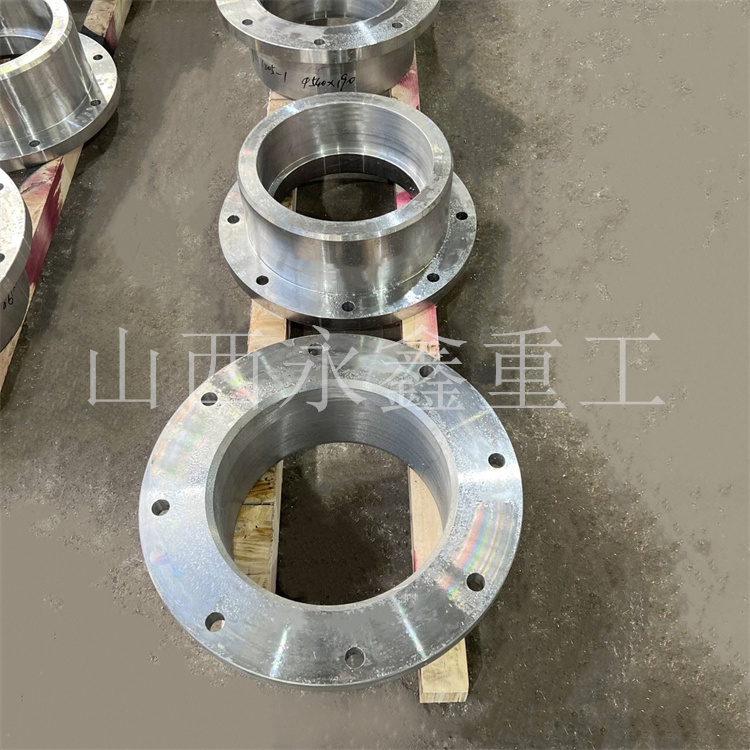
随着农业自动化生产水平的不断提高,大型农用机械的需求量不断加大,对农业机械重要传动受力部件所使用钢材的综合机械性能提出了新要求,常用的普通碳素结构钢已无法满足要求。中碳合金钢具有优良的塑性、韧性及综合机械性能,可满足传动受力部件的综合机械性能要求。但中碳合金钢的含碳量偏高,且含有各种不同的微量元素,导致其焊接性能不理想。为保证传动受力部件焊接工艺,同时降低生产成本,对中碳合金钢中的F92焊接性能进行研究分析,总结焊接参数,优化焊接工艺。焊接材料及试验方法
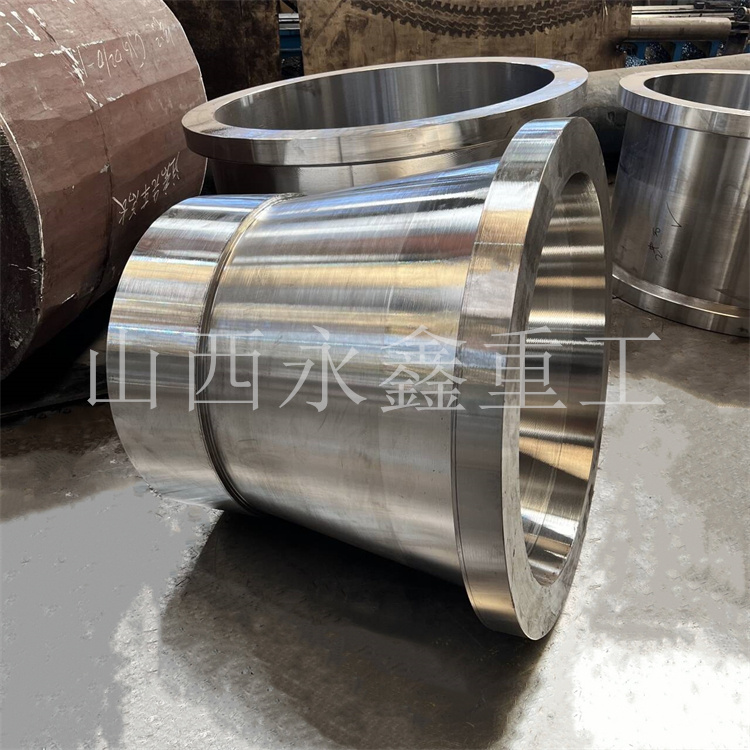
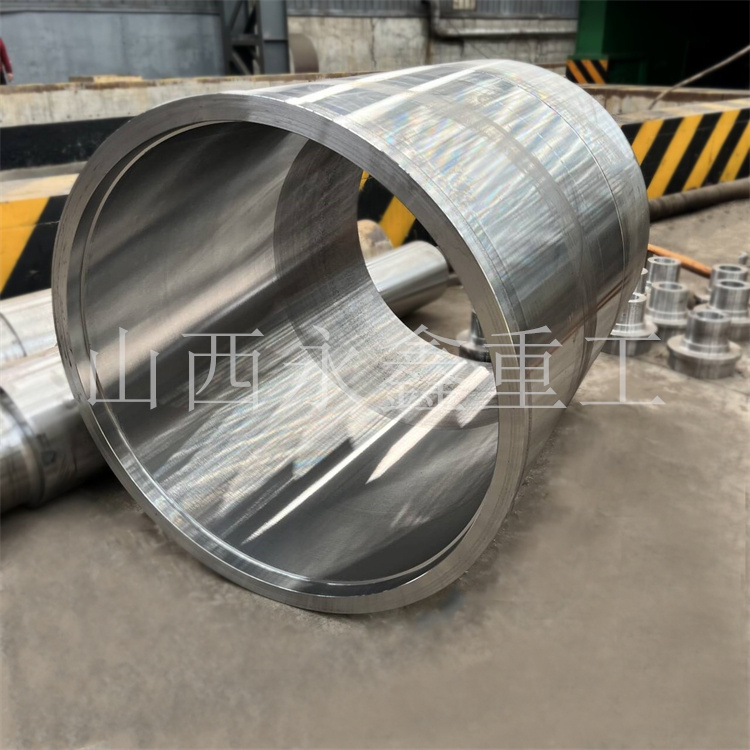
焊接试验用材料为中国山东莱钢生产的F92热轧圆钢,交货状态为调质。圆钢直径140mm。国际焊接协会的碳当量计算公式为:Ceq=C + l/6Mn+1/5(Cr+Mo+V)+1/15(Ni+Cu)。当 Ceq>0.60% 时,钢材的硬倾向较强,可焊接性能较差焊接过程中容易出现冷裂纹现象,需采取焊前高温预热和严格的焊接工艺措施。根据公式计算得出,F92钢材的碳当量值Ceq=0.713%,焊接性能十分差,特别是在调质状态下焊接时’热影响区的冷裂纹倾向表现更为突出,所以要选择合适的焊接材料、优化的焊接参数、合理可行的焊接工艺。分别对焊接式样进行冲击、弯曲、抗拉机械性能试验,焊缝的机械性能。对比国家标准焊接母材的抗拉、屈服、焊缝冲击参数均满足技术要求,且在弯头直径3倍样本厚度,弯曲角度大于120°完好无损。
F92含碳当量过高,焊接时热影响区易出现冷热裂纹,焊接硬倾向性较大。为避免冷裂纹的产生, 预热温度必须大于120T。随着F92热输人量与层间温度的提升,焊缝延伸率显著提升,其原因为贝氏体在焊缝中比例增大。研究确定优化的焊接工艺参数,有利于保证产品的焊接质量,提升商品的品牌知名度。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码