7*24小时服务热线:
7*24小时服务热线:


更新时间:2023-05-06 17:04:47
点击:1426
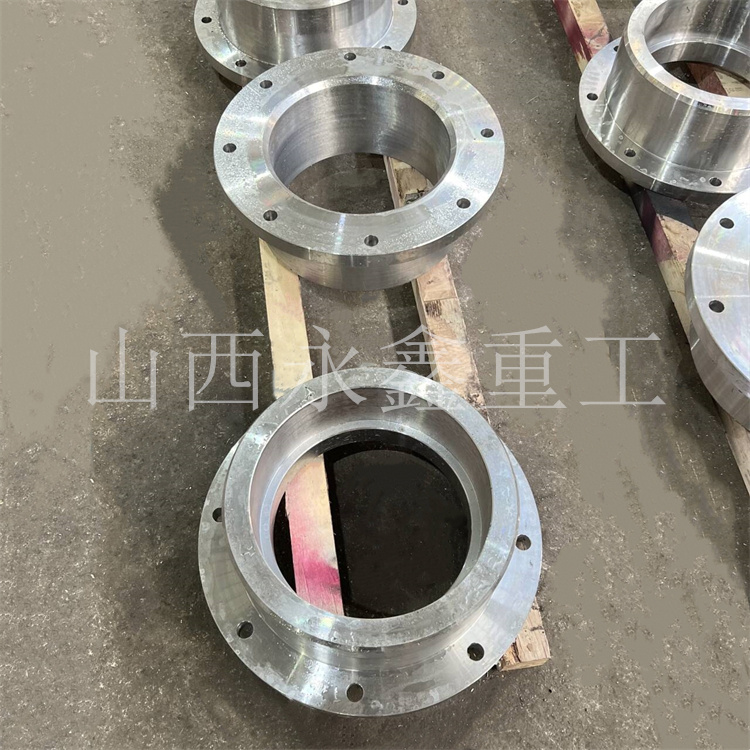
精密模锻工艺要注意的事项有很多,但是并不是每一项都要严格的注意,永鑫生的精密模锻工艺怎么样?下面这篇文章主要给大家进行讲述。
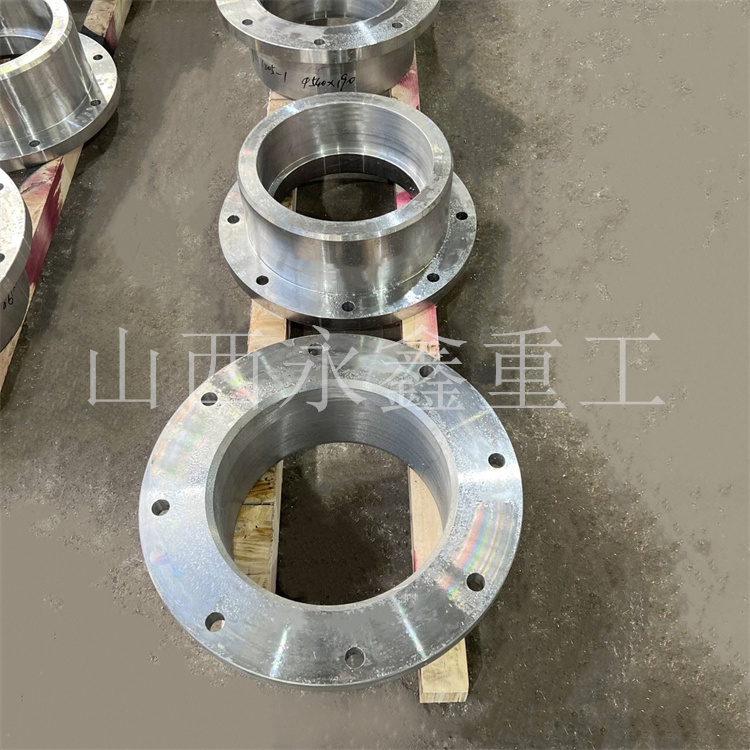
1.毛坯准备
闭式精密模锻时,料体积的偏差将引起锻件高度的变化。因此,要提高锻件精度,首先提髙下料精度。毛坯尺寸误差应严格控制在±2%左右,用于闭式模锻的毛坯,其尺寸偏差应控制在±1%左右。依据外形定位的镦粗毛坯,尺寸和形状也要严格控制在一定的精度范围内。毛坯应采用吹砂或酸洗进行清理,清理后的毛坯表面应无氧化皮、夹杂物、裂纹、折叠、凹坑等缺陷。
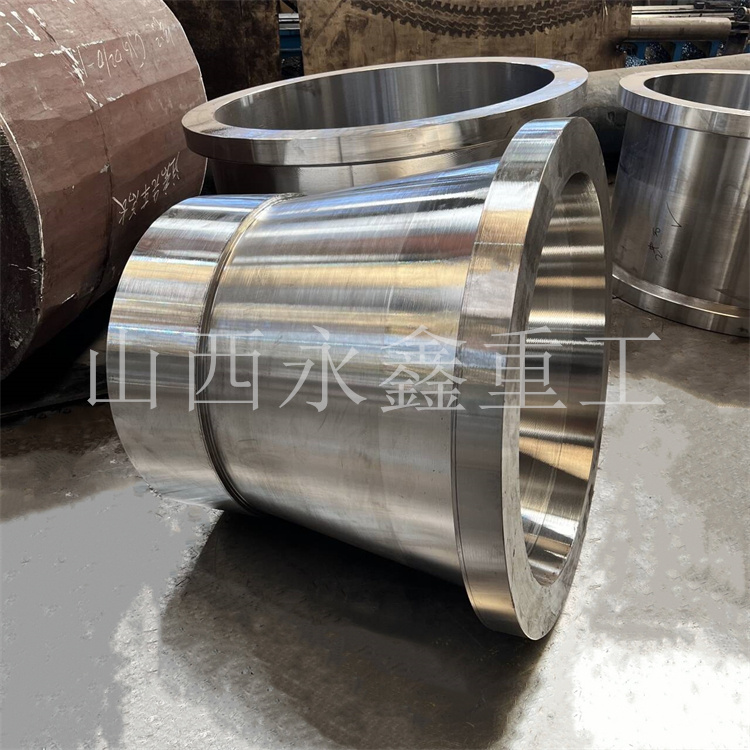
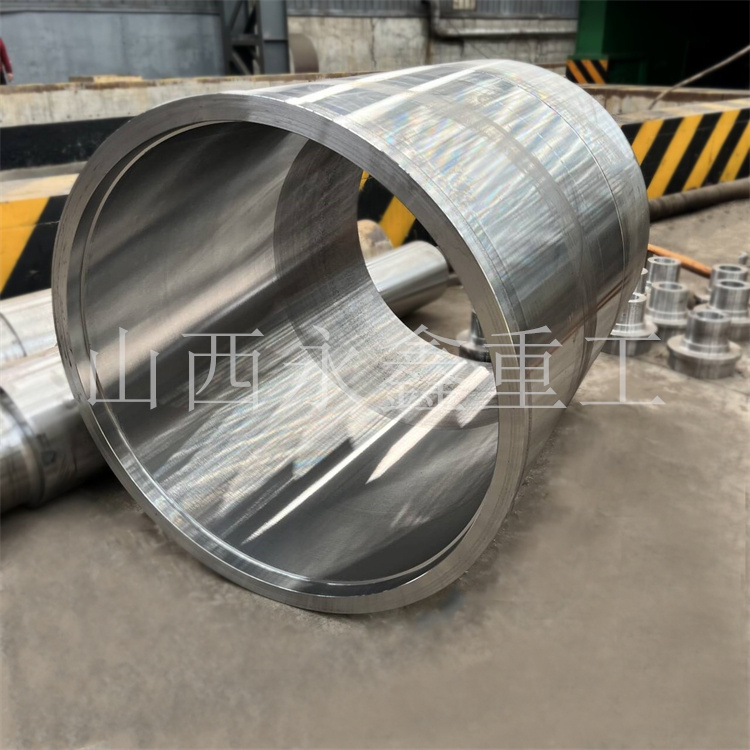
2.毛坯加热
精密模锻时,应采用少,无氧化加热的方法加热坯料,毛坯加热后表面应无氧化或少氧化, 并使脱碳层控制在最低限度内。在加热毛坯的过程中,要有良好的清洁条件,防止各种杂物,氧化皮、熔渣等粘在坯料表面。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码