7*24小时服务热线:
7*24小时服务热线:


更新时间:2023-05-18 17:52:40
点击:1535
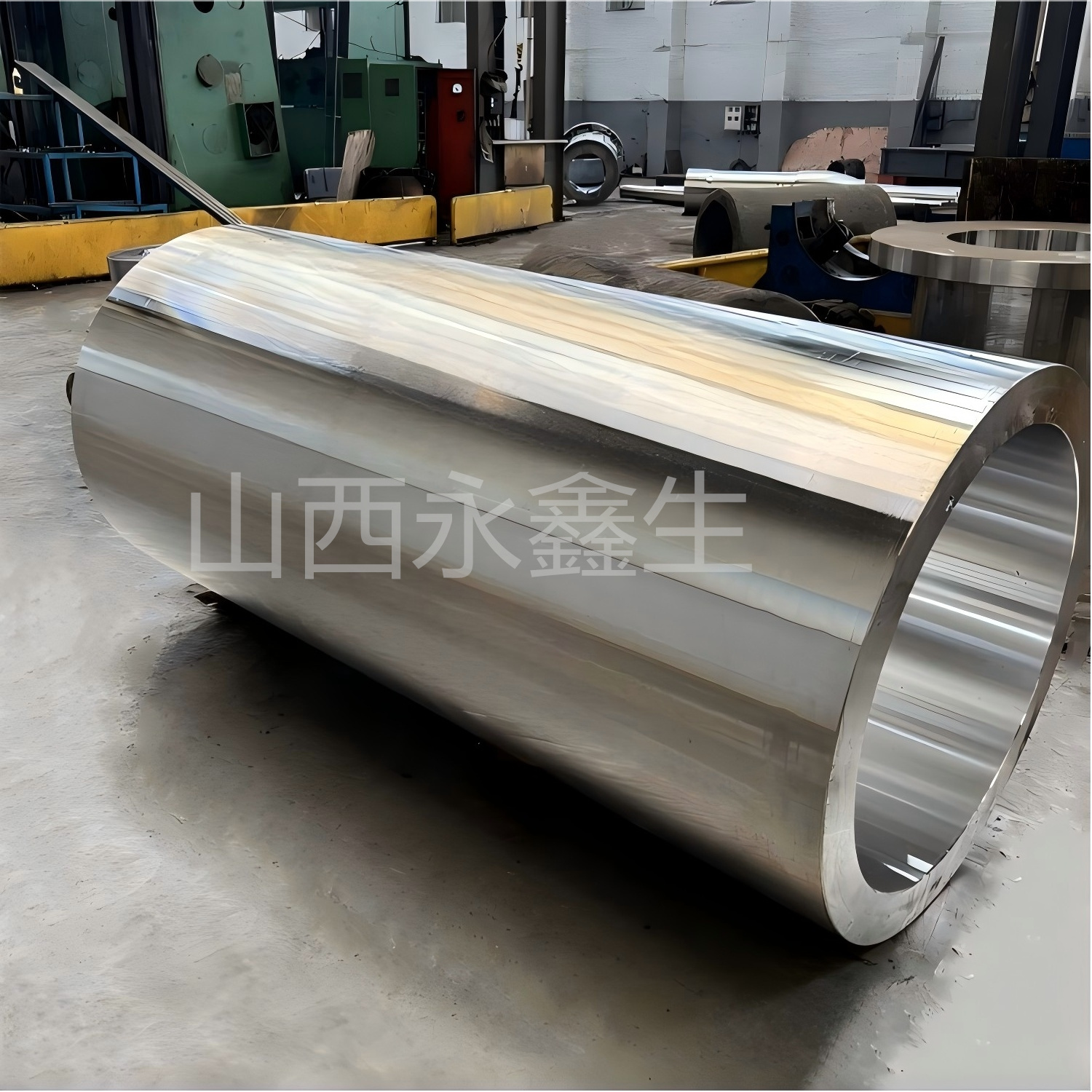
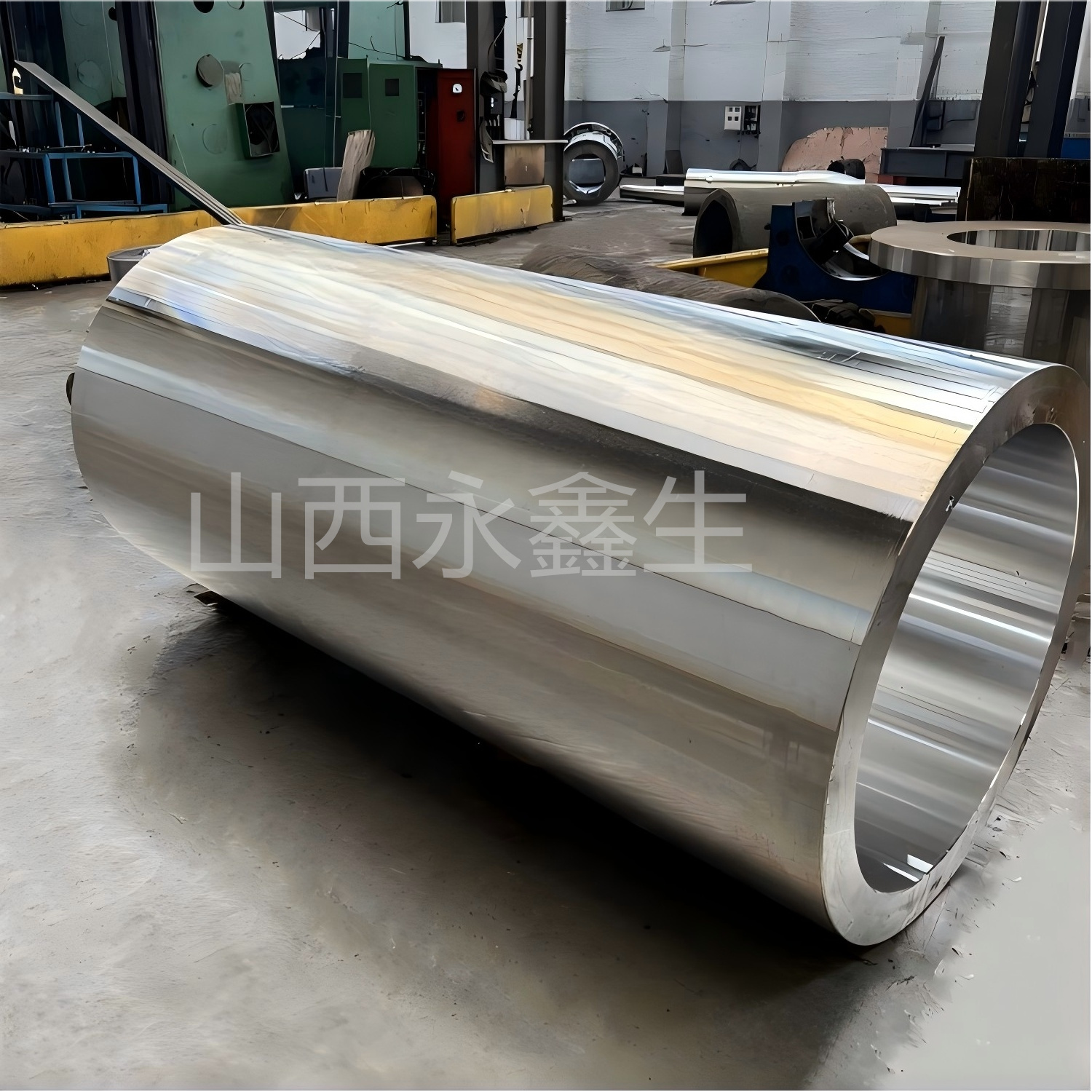
不锈钢锻件要注意的事项有很多,但是并不是每一项都要严格的注意,不锈钢锻件表面如何修复?下面这篇文章主要给大家进行讲述。
金属堆焊技术是选用很高红硬性、高硬度、高耐磨性的堆焊金属,在锻件易疲劳变形部位,堆焊上一定厚度的合金钢。因此堆焊时应根据锻件的不同要求选用合适的焊条,如锰钼钢、锰铬硅等焊条等。
锻件电镀是应用电化学的基本原理,在电解液中,将锻件作为阴极,以金属作为阳极,通过直流电,在锻件表面沉积出牢固覆层的工艺过程。锻件电镀前应脱脂、除锈和活化处理,镀后可进行純化处理。
修复的锻件一般部位用气动砂轮铲除疲劳裂纹,死角深部用电弧气刨消除后,可用气割在修复部分均加工深10mm的凹台,然后进行表面清洁。为了防止堆焊修复后开裂,堆焊锻件要进行预热(450~500°C),堆焊完成后要缓冷,防止开裂,再立即进行回火。此时堆焊部位的硬度远高于模体硬度。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码