7*24小时服务热线:
7*24小时服务热线:


更新时间:2023-07-13 10:40:08
点击:1503
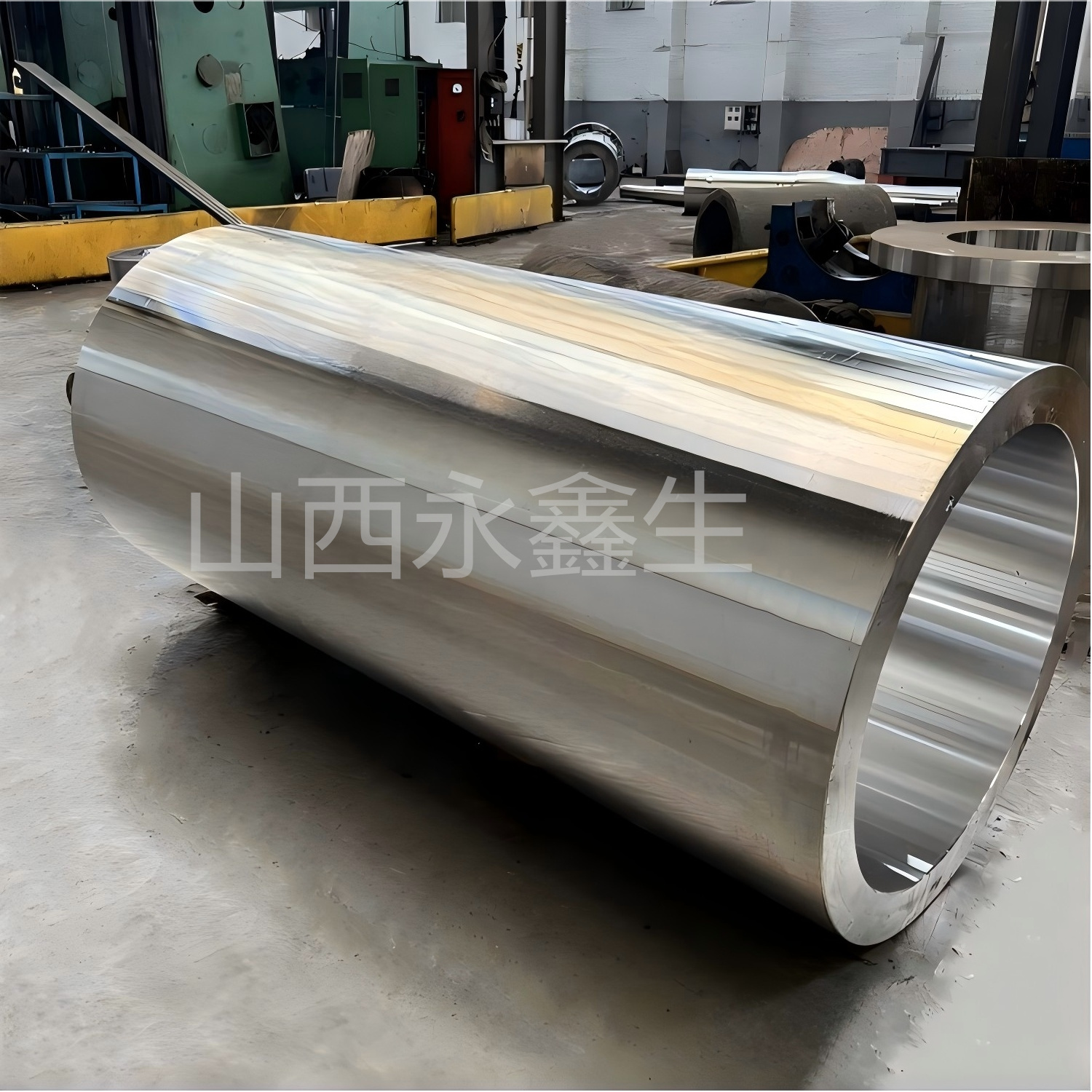
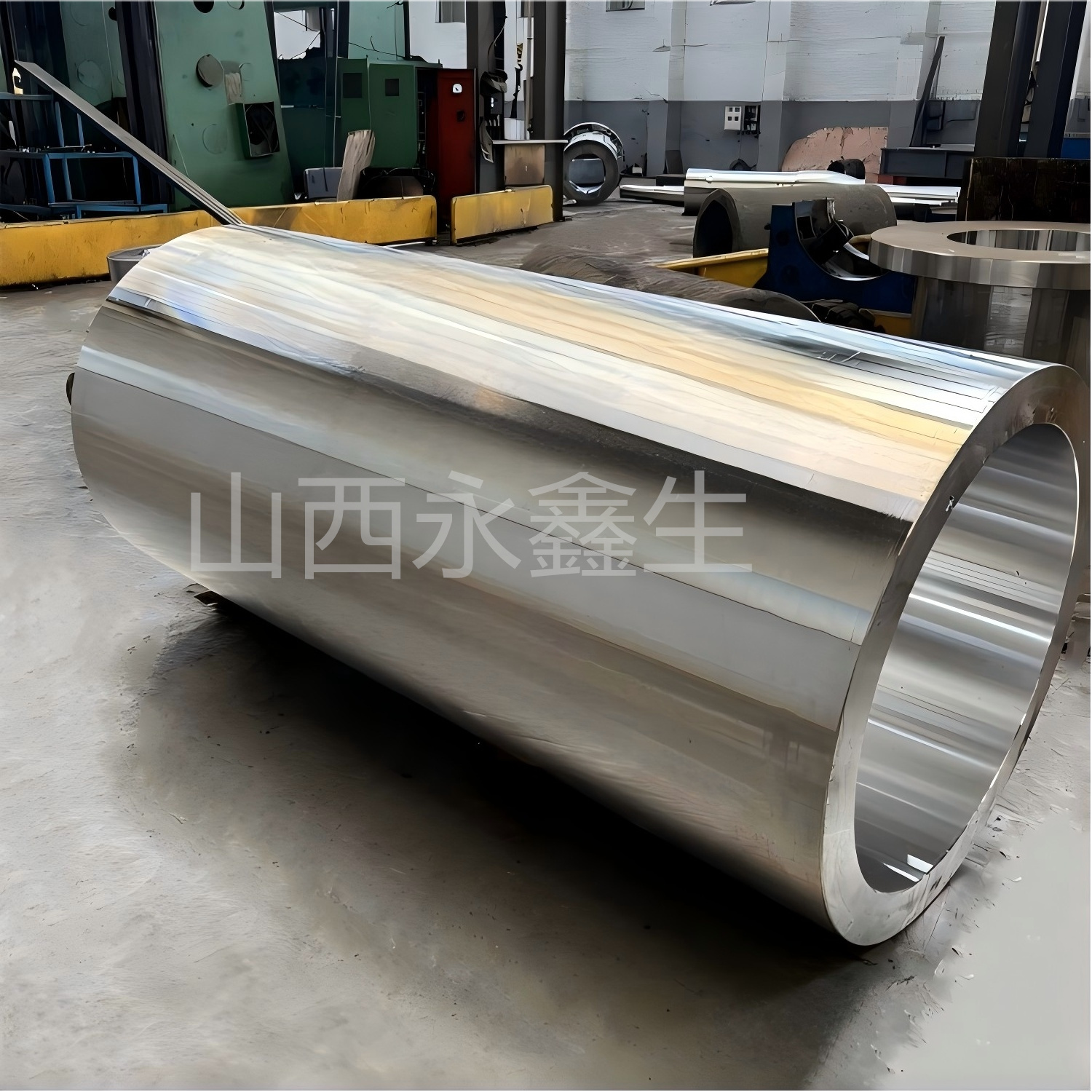
活塞杆的制造工艺流程分为:电炉冶炼→真空精炼→锻造→锻后热处理→粗加工→这5种。根据下面的文章介绍,可以帮助大家了解到大型活赛杆的锻件的研制。在选用锻压加工方法时,降低变形抗力,用最少的能耗,获得最佳的锻压件。

冶炼采用 EF +LFV 的工艺路线。该材料为常规材料,但因技术要求较高,应在化学成分验收范围内调整冶炼内控化学成分,配料时配优质废钢、料头、生铁,严禁配入土铁、混带泥沙等,并配入足量的生铁,确保一定的配碳量。浇注时确保镇静时间,严格控制注温注速。浇注完毕后及时加入足量的保温覆盖剂,确保帽口收缩质量良好,严格按工艺要求时间脱模红送,以保证钢锭质量。
锻造该产品为中间有凸台的台阶轴,但因截面变化较大,且长度较短,如采用传统镦粗拔长的成型方法,不仅锻造成型困难,而且中间凸台不易锻透,产品内部质量不能得到保证。因此锻造时选用首先镦粗、拔长下料,再用漏盘局部镦粗中间凸台的成型方式,这样既便于锻造成型,又满足无损检测要求。
活塞杆锻造完后进行粗加工,并做超声检测,以确定是否有影响热处理的缺陷,无损检测合格后方可进行调质热处理。热处理前检查产品所有棱角是否倒钝,尖角处是否圆滑过渡,以避免淬火时应力在尖角处集中而开裂。由于活塞杆要求做切向、纵向力学性能试验,且端部在1/2厚度处取样,为了获得较好的淬火效果,热处理前将活塞杆内孔预先加工出来,以增加淬火时产品与淬火介质的接触面积。制定热处理参数时,考虑到产品截面变化较大,且42CrMo 钢材料直接水淬可能产生裂纹,因此采取先空冷少许时间,再水淬油冷的方法。淬火过程中先后开启水循环、油循环,并充分窜动产品,以使产品淬火过程冷却均匀。
活赛杆锻件的研制有很多种,上面我用了几种简单普遍的研制方法希望能帮助到大家,同时,也能帮助你们了解更多的研制方法.

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码