7*24小时服务热线:
7*24小时服务热线:


更新时间:2024-06-13 12:10:43
点击:1688

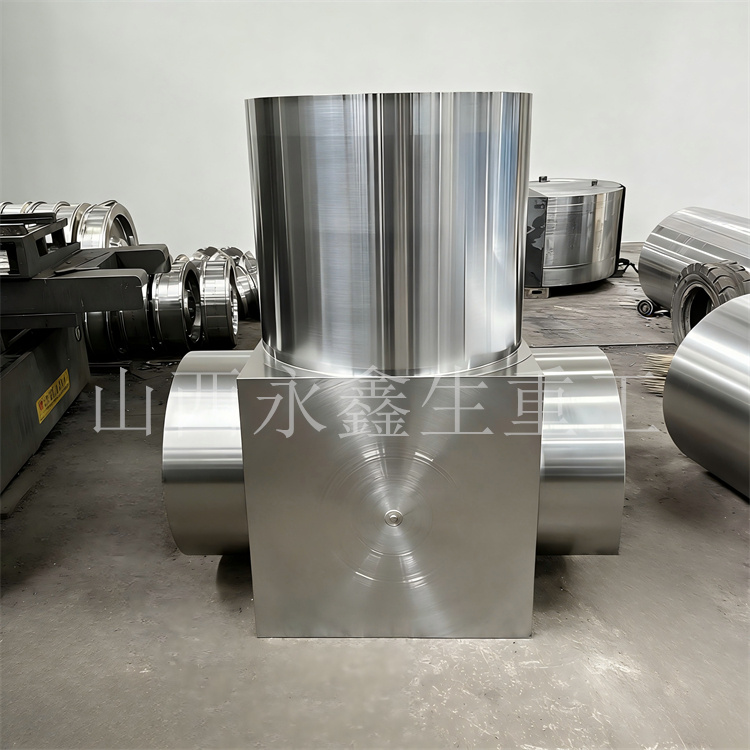
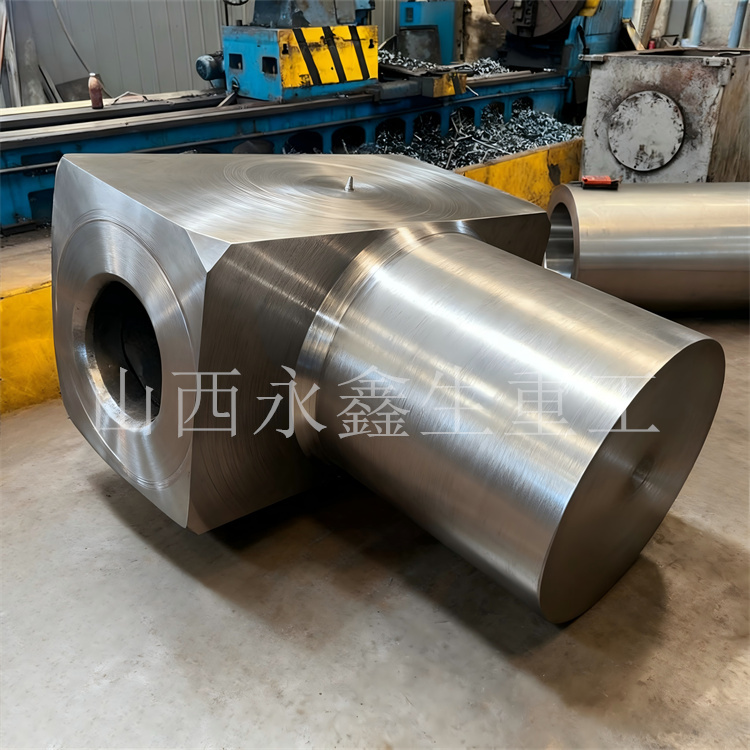
4.预锻和终锻:在模锻设备(如热模锻压力机、摩擦压力机或模锻锤)上进行预锻和终锻。预锻主要是将金属进一步塑形,使其更接近最终形状;终锻则是完成连杆的最终成形。
5.冲孔、切边:在连杆大型锻件成形后,需要进行冲孔和切边操作,以去除多余的金属,使连杆达到设计要求的尺寸和形状。
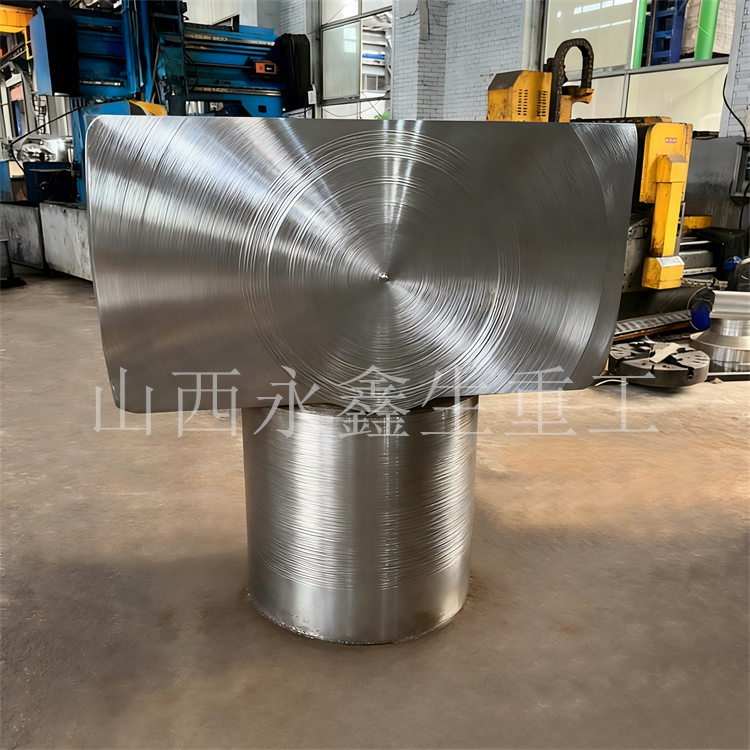
6.热校正:对于在锻造过程中可能出现的变形或翘曲,需要进行热校正,以确保连杆的尺寸精度和形状准确性。
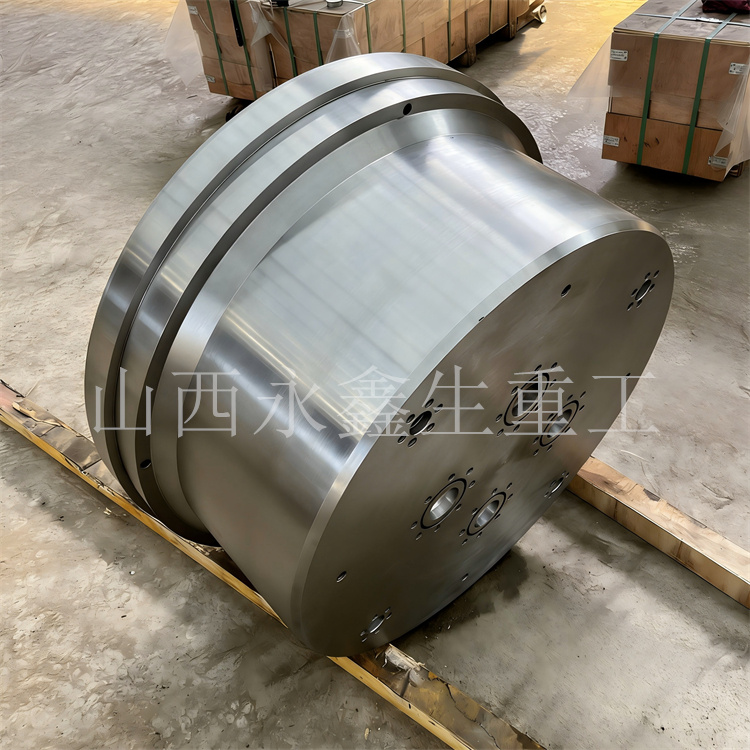
7.冷校正及冷精压:在清理工序后,进行冷校正和冷精压,以进一步提高连杆的形位公差和重量公差。
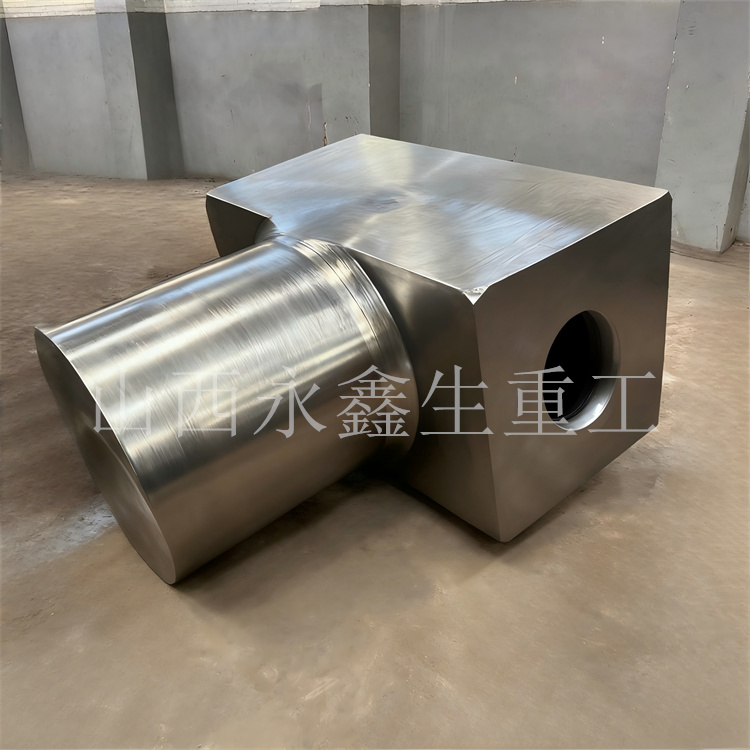
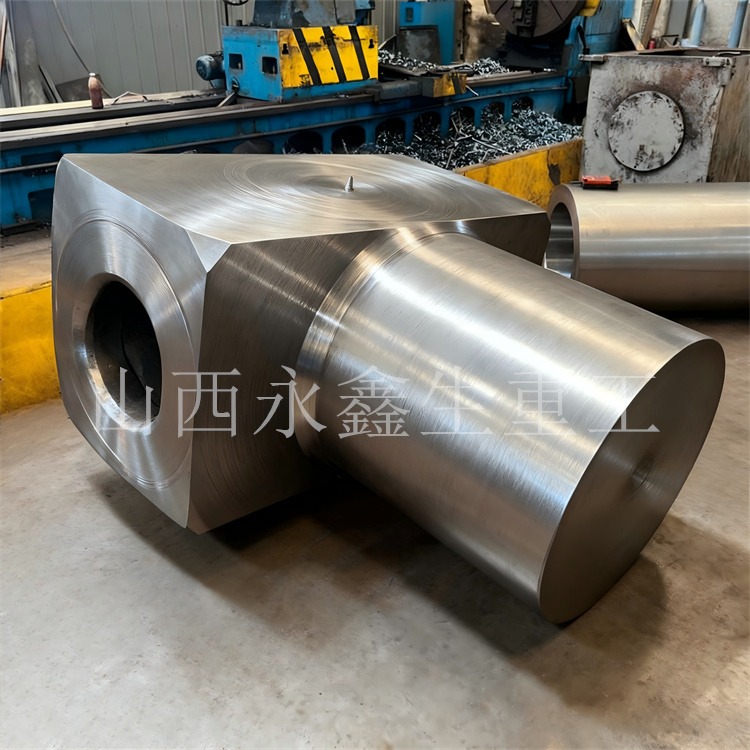
8. 探伤检测:由于连杆是发动机中的关键部件,需要进行100%的探伤检测,以确保其内部没有裂纹或其他缺陷。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码