7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-05-12 11:52:50
点击:123
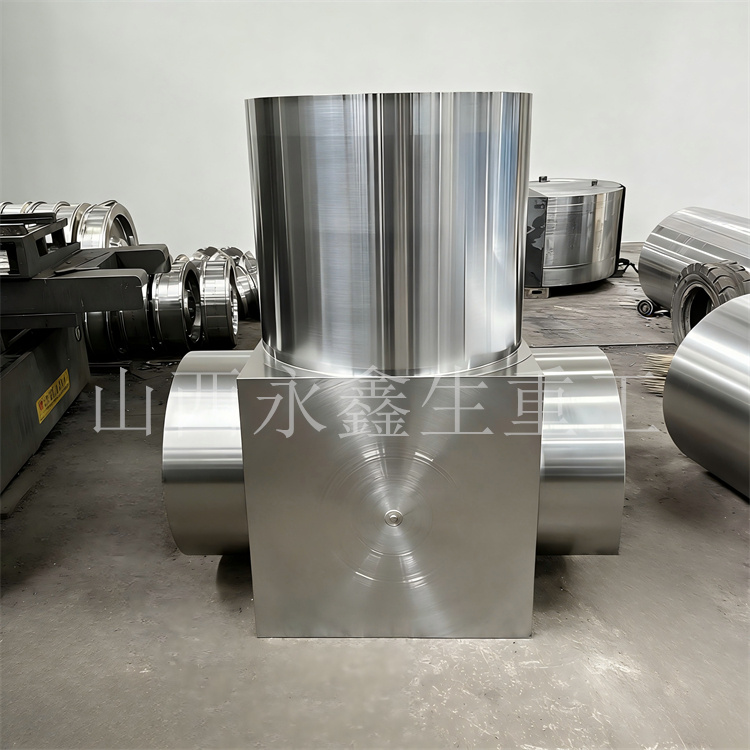
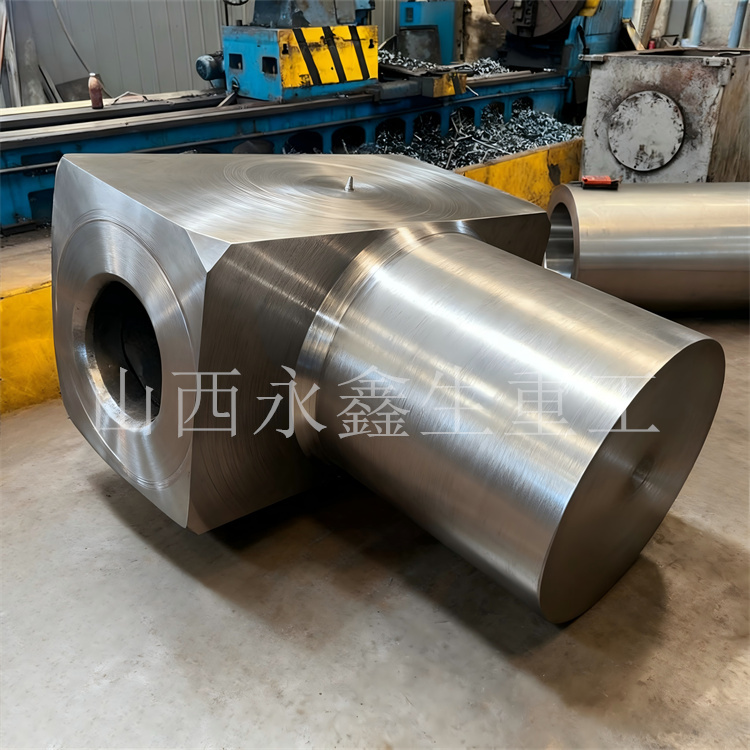
一、2Cr13材质特性与耐腐蚀原理
2Cr13属于马氏体不锈钢,含铬量约13%,具备中等耐腐蚀性、高强度、高硬度、耐磨抗冲等特点,在大气、淡水、弱酸碱、潮湿腐蚀工况下防锈防腐能力远优于普通碳钢与合金结构钢。该材质通过铬元素在表面形成致密钝化膜,有效阻隔氧化、水汽及轻微介质腐蚀;经锻造+调质+淬火回火后,既能保持优良耐蚀性,又可获得较高强度与硬度,是水泵轴锻件、阀杆轴、化工传动轴、食品机械轴、水利设备轴类锻件的常用不锈钢用材。但2Cr13导热差、塑性窗口窄、锻造易开裂、热处理易产生晶间腐蚀,必须采用专用锻造与加工工艺,才能兼顾耐腐蚀性能+力学性能+成品精度。

二、2Cr13不锈钢锻造核心工艺要点
1. 原材料进厂管控
选用电炉精炼2Cr13圆钢或钢锭,严格控制碳、铬、镍、硫、磷含量,降低夹杂物与偏析;原料做光谱复检,杜绝材质混料、成分不达标,从源头保证耐蚀基础。
2. 分段缓慢加热工艺
2Cr13导热系数低,严禁快速升温,必须采用分段预热、阶梯升温:低温段慢速升温、中段恒温均热、高温段控温保温;始锻温度控制在1100~1150℃,终锻温度不低于850℃,防止温差过大产生热应力、表面裂纹与内部微裂,同时避免过热过烧导致晶粒粗大、耐蚀性下降。

3. 精准锻造比与成型工艺
采用自由锻镦粗+拔长工艺,合理控制锻造比≥3.2,充分压实内部疏松、气孔、缩孔,细化晶粒,让金属流线沿轴向连续分布。禁止重击、冷锻、小锻造比敷衍成型,否则会造成组织疏松、晶界弱化,后期耐腐蚀性能大幅衰减,易出现点蚀、锈蚀斑点。
4. 锻后缓冷防开裂
2Cr13锻后空冷易变硬开裂,需采用炉冷、砂冷、灰冷缓慢冷却方式,释放锻造应力,避免表面裂纹与应力腐蚀隐患,保护基体耐腐蚀组织不被破坏。
三、热处理工艺(保障耐蚀+强韧性)
1. 退火软化
锻后先高温退火,细化晶粒、均匀组织、消除锻造应力,降低硬度,方便后续切削加工,同时避免残余应力引发应力腐蚀。
2. 淬火+高温回火调质
严格控温淬火后回火,稳定析出碳化物,保证基体组织均匀,既提升轴类锻件强度、硬度与抗扭疲劳性,又不破坏铬元素钝化膜完整性,维持稳定耐腐蚀能力。严禁随意改工艺、低温回火或淬火过度,否则会出现晶间腐蚀、耐蚀变差、使用中生锈麻点。
3. 表面钝化处理
热处理精加工后进行酸洗钝化处理,清除表面氧化皮、贫铬层,重新生成均匀致密钝化膜,大幅提升大气、潮湿、淡水环境下的抗腐蚀防锈能力。

四、机械加工与防腐蚀配套工艺
1. 选用合适刀具、降低切削热,避免加工过热造成表层组织改变、耐蚀性下降;
2. 精加工控制表面光洁度,光洁度越高,越不易积垢、滋生点蚀;
3. 加工过程避免碳钢铁器直接接触摩擦,防止渗碳、铁离子附着引发电化学腐蚀;
4. 成品做好防锈包装、油封防护,存放及运输隔绝潮湿、淋雨。
五、适用工况与工艺价值
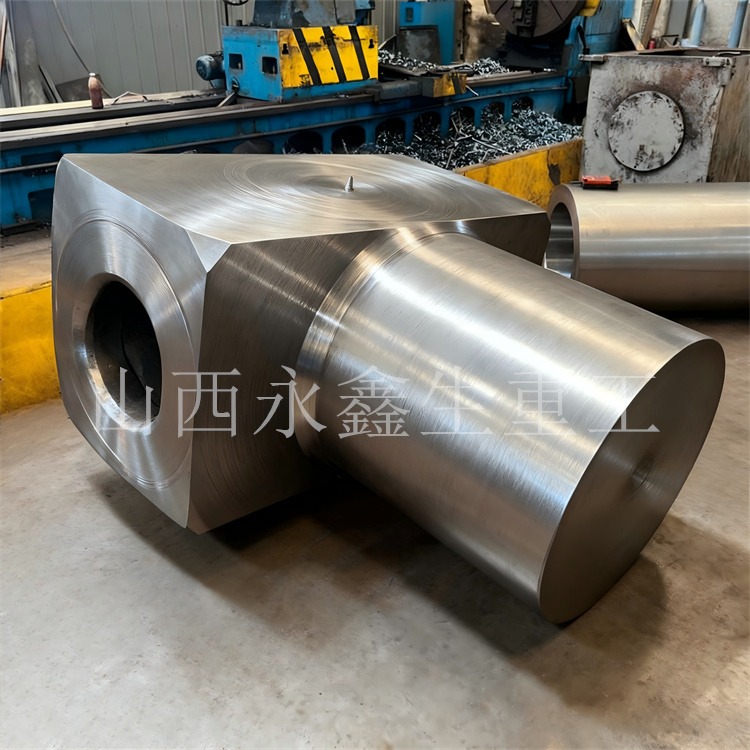
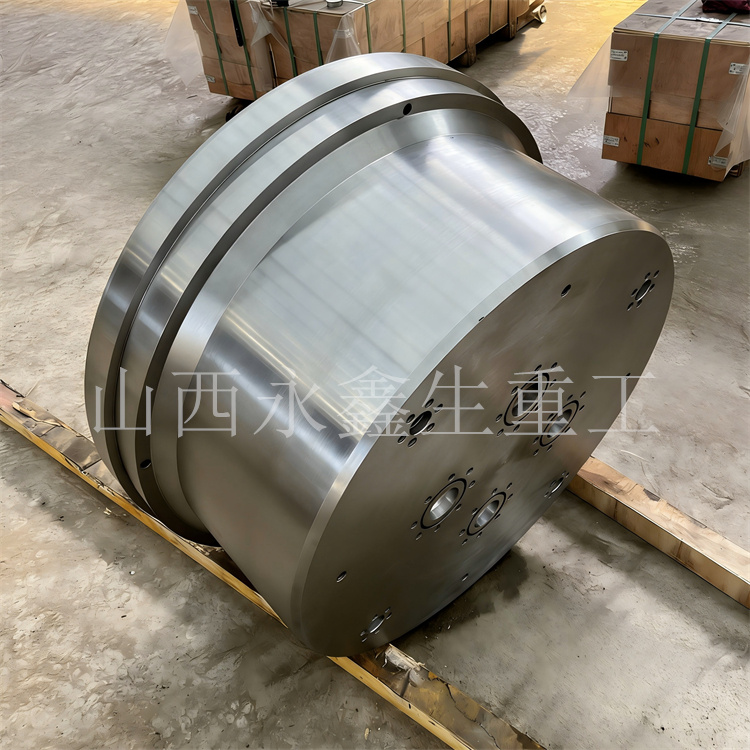
采用规范锻造+热处理+钝化工艺生产的2Cr13不锈钢轴类锻件,可长期用于:水泵风机轴、阀门阀杆、化工轻腐蚀传动件、水利机械、食品轻工设备、海洋大气环境传动轴等。规范工艺不仅保证尺寸与力学性能,更锁住不锈钢原有耐腐蚀性能,避免普通粗放锻造带来的易生锈、点蚀、早期失效等问题。
六、永鑫生工艺优势
山西永鑫生锻造厂成熟掌握2Cr13不锈钢专用锻造、缓冷、调质、钝化全流程工艺,可定制各类实心轴、空心轴、台阶不锈钢锻件,严格把控加热区间、锻造比、热处理曲线与钝化处理,做到耐腐蚀稳定、组织致密、无裂纹、尺寸精度高,可来图定制、出具材质与探伤检测报告。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码