7*24小时服务热线:
7*24小时服务热线:


更新时间:2022-01-11 10:40:55
点击:3893
手艺电焊设备一套,手柄式角磨机一台,电动气锤一把,平面尺一把。
焊前预备
查看调试设备,保证设备正常工作;2.预备φ4.0J402焊条在300℃-350℃烘干一小时。
焊接过程
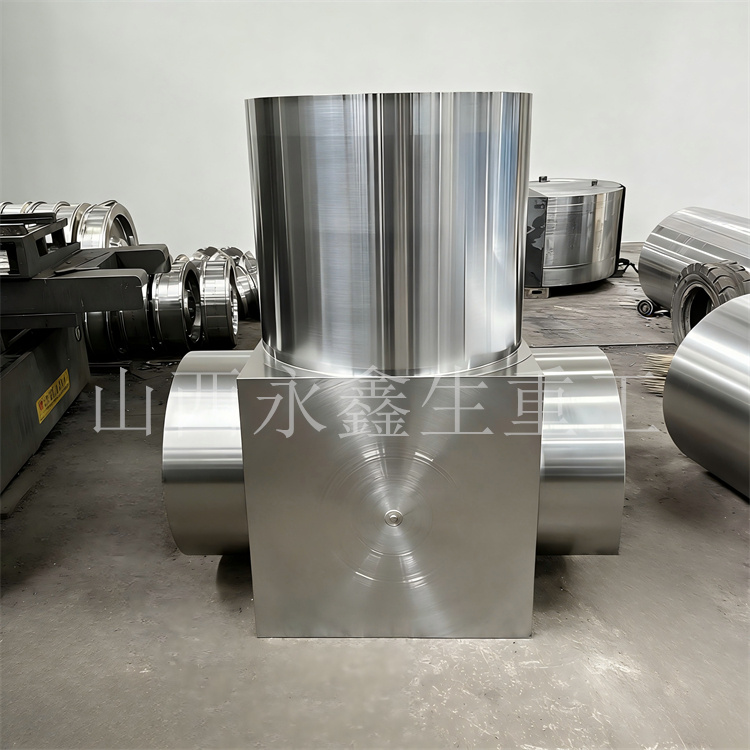
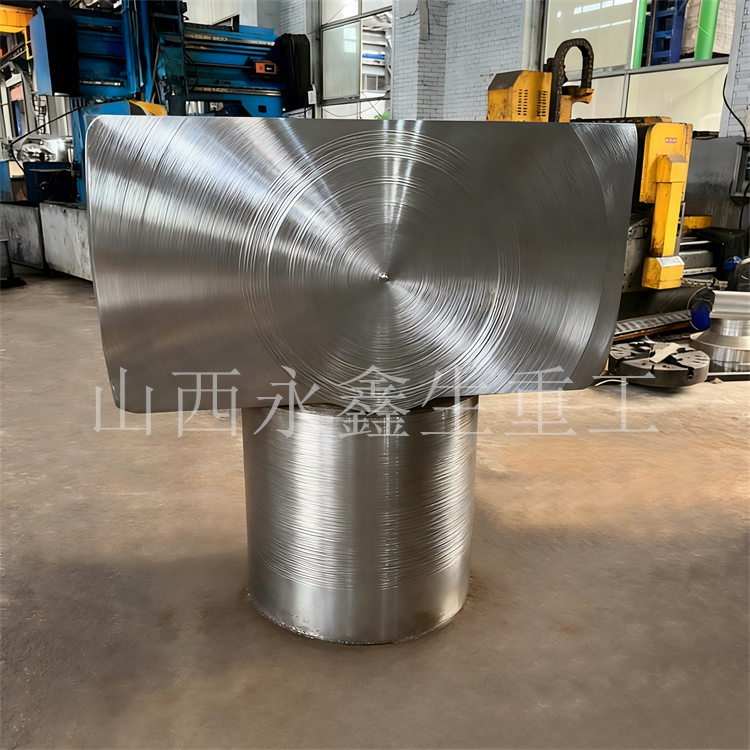
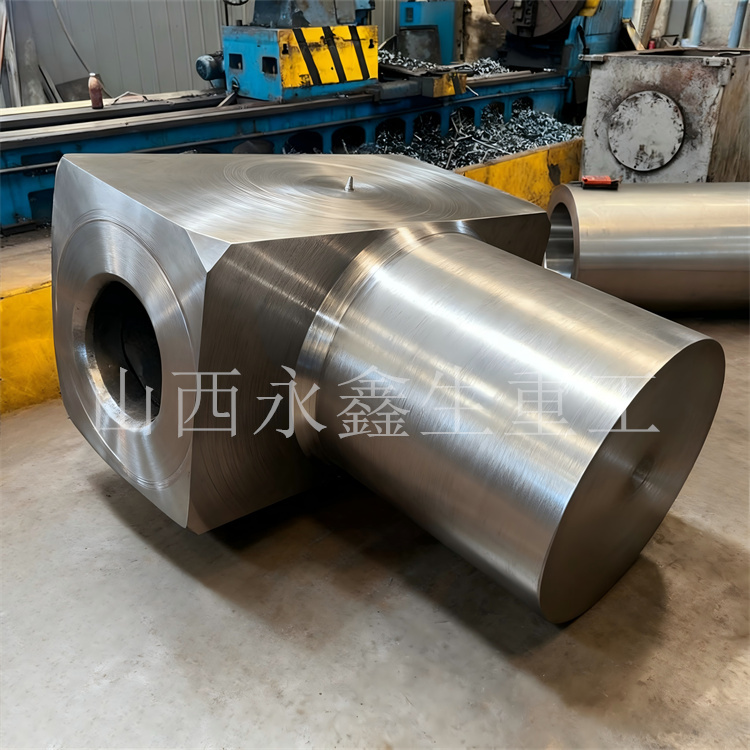
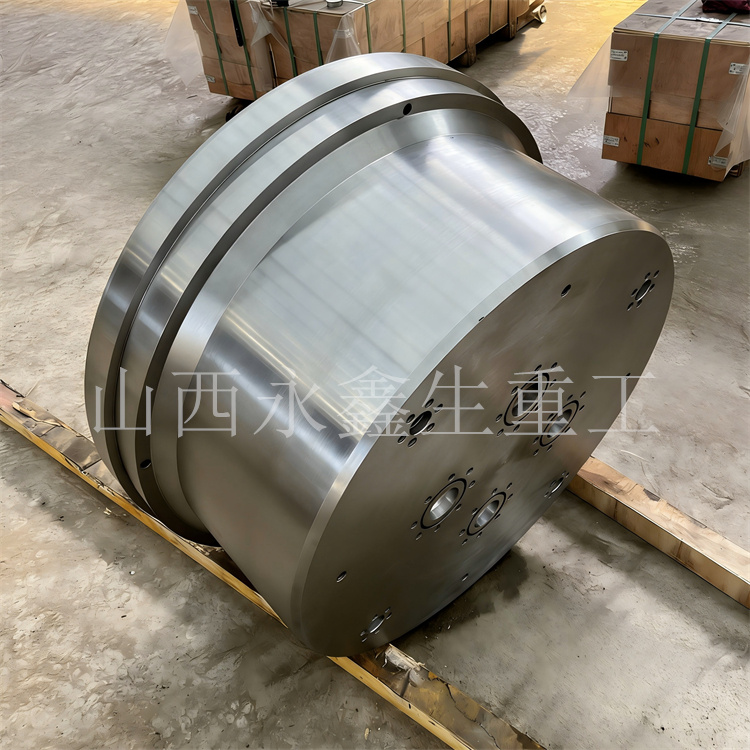
拼装把椎体和大法兰按图纸需求拼装在一起,再平均把大法兰分红8等份。2、焊接因为法兰较厚,坡口较大,因而选用分段对称、多层焊接。
焊缝质量
需求焊缝强度最少到达母材强度。焊缝外表平坦润滑,无烧穿、气孔、焊漏、夹渣、咬边、未焊满等缺点。余高小于2mm。
注意事项
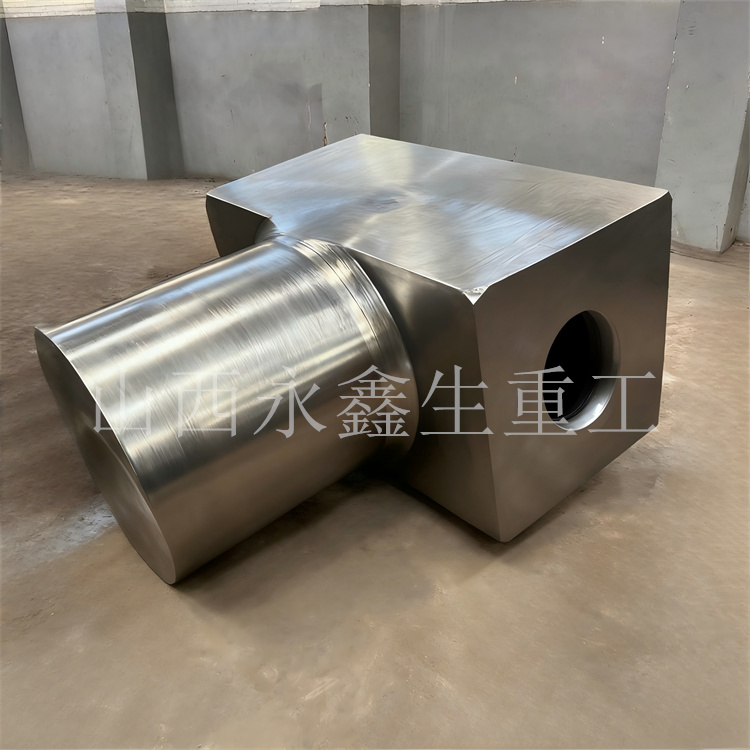
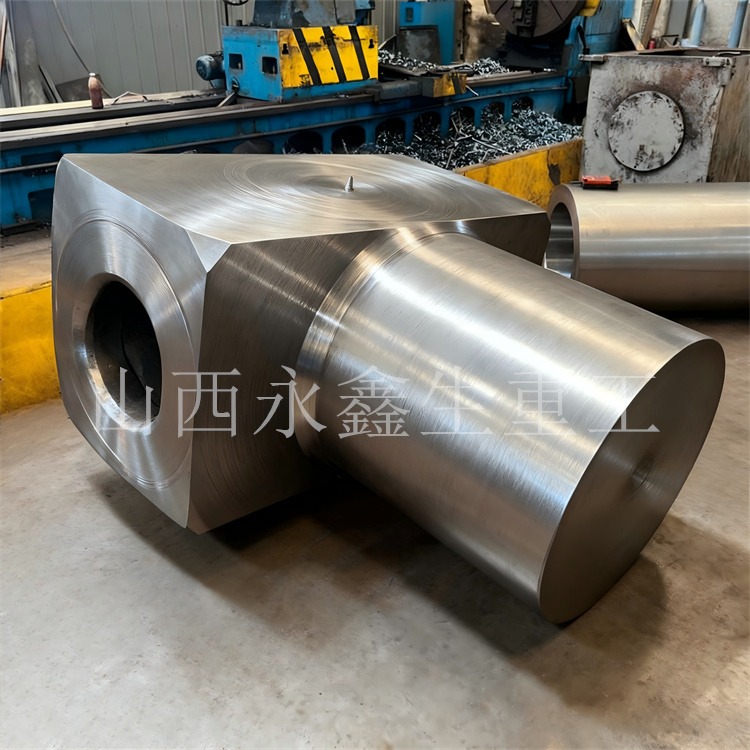
1、打底时必定运用J506焊条手艺堆焊,并选用小电流焊接。严厉依照焊接技术焊接。
2、在每焊接完一个方位后,都要用水平尺卡一下法兰平面的变形量。
3、一边焊接一边用气锤锤击焊缝,以到达消除应力的效果。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码