7*24小时服务热线:
7*24小时服务热线:


更新时间:2021-08-03 16:22:10
点击:3046
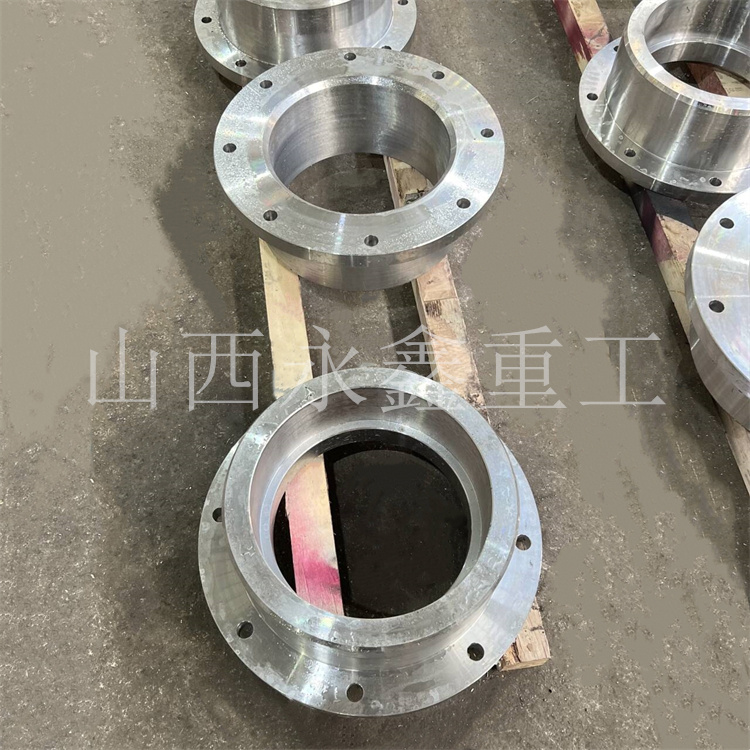
汽水分离再热器(M SR)是核电站常规岛设备再热系统中的一个大型关键设备,而汽水分离再热器的管板组合系统作为该装备的关键部件,结构复杂,技术要求十分严格。因此,我公司针对此批管板的外形特点,在传统的管板锻造工艺基础上,结合仿形锻造法,成功锻造出带有凹槽的异形管板锻件。
1.异形管板传统锻造工艺
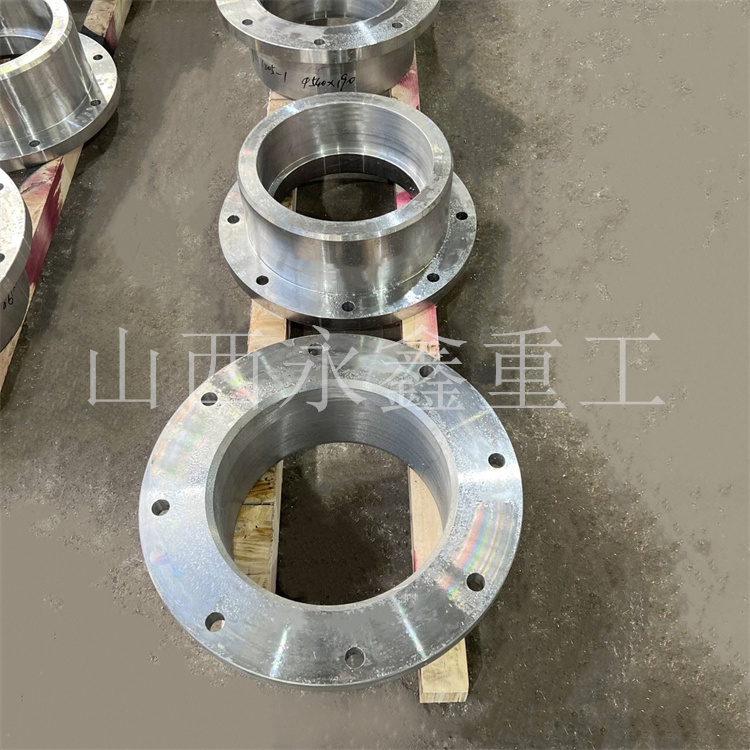
管板粗加工,材质为Q355。用户要求在水口端取样做性能检测,因此,水口端凹槽处存有试环,壳程侧(冒口端)内有2240 m m×150mm的凹槽。按采购规要求,管板整个截面上的金属应锻透,并宜锻至接近成品零件的形状和尺寸。传统的管板锻造工艺主要以镦粗旋压为主,锻成圆饼子形状后,再机械加工去除凹槽处坯料。这样,不但增加了锻件的成本及加工工时,而且破坏了锻件的纤维流线,减短了锻件的使用寿命。
2.异形管板仿形锻造数值模拟
用户要求在管程侧凹槽处取一试环,锻造时需把此侧锻成平面,而将壳程侧的凹槽压制成型。我公司首次采用仿形锻造工艺,因此利用DE—FORM软件对异形管板的成形过程进行了数值模拟。上砧采用900mm窄锤头,下模为专用辅具,其规格为2000mm×150mm。锻造过程中采用上砧旋压的方案对异形管板的成形过程进行数值模拟。从模拟结果可以看出,管板的凹槽变形情况可以满足工艺要求从金属变形的过程及纤维流线分布的情况来看,壳程侧的纤维流线沿着产品的形状分布,锻件力学性能得到提高,延长了产品的使用寿命。
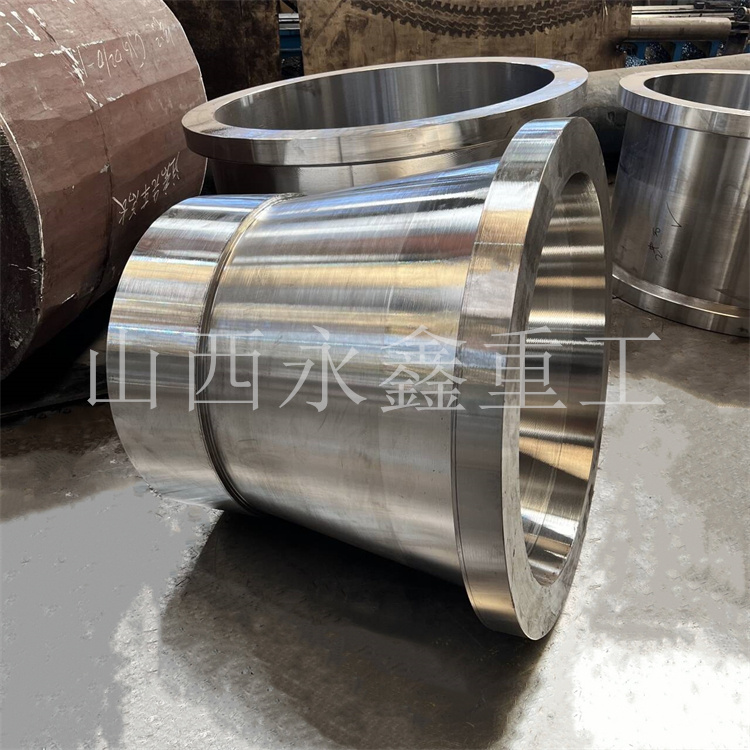
3.管板仿形锻造生产过程
锻造生产中,以数值模拟结果为参考依据,采用规格为2000mmx150mm的圆板辅具锻压出凹槽部分,并对锻造过程进行了调整,成功锻造出此批管板。锻件单重24660 kg,其中凹槽处重量为3650kg,共16件。采用仿形锻造生产后,锻件毛坯重量减少58.4t。
第1火:升温至1240°C,保温6h后,钢锭出炉压钳11、倒棱,改变钢锭表面铸态组织,并消除棱角处应力集中。然后气割钢锭锭尾及钳口余料,保证钢锭釘足够的水冒口切除量,以确保锻件内部无缩孔及偏析等缺陷。
第2火:升温至1240°C,保温12,后,钢锭经镦祖、WHF(宽砧强压锻造法)法拔长主变形,气割下料。坯料主变形后,内部组织巳完全由柱状晶破碎为细碎为粒,经下一火次的高温保温,内部经压实后的疏松、孔洞进一步焊合。
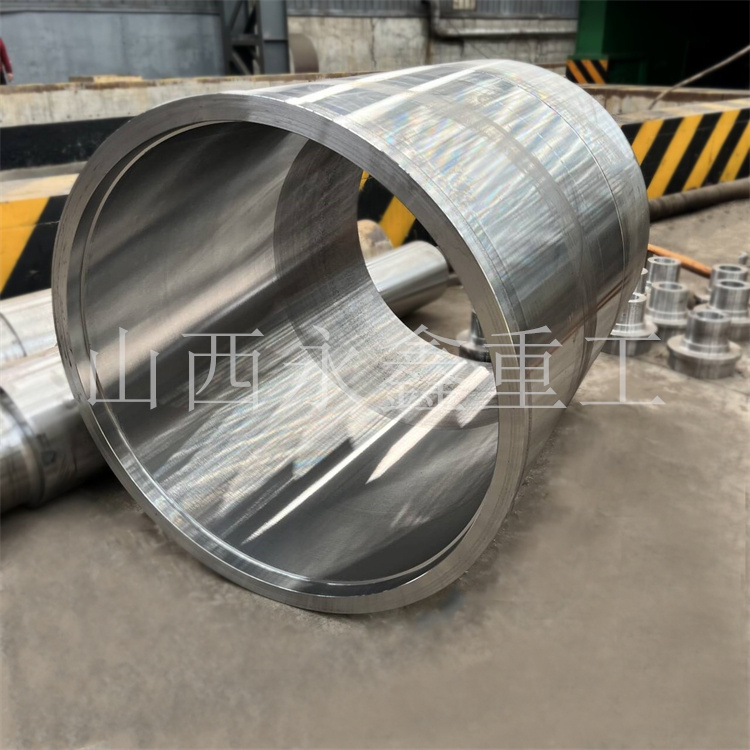
第3火:升温至1240°C,保温9h后,坯料镦祖后,选择窄砧旋压。此工序是异形管板成型的关键点。从数值模拟结果看出,旋压后的坯料上端直径大,外形轮廓有锥度。因此,此时坏料在镦粗时,要求冒口端朝上,并在此工序中不进行翻面锻造。这样由于上端面金属流动阻力小,旋压后坯料的冒口端a径较大,为下一火次的凹槽成型创造有利条件。
第4火:升温至1150°C;,保温后出炉进行最终成型变形。工装辅具放置在回转台中心,坯料冒门端朝下,对准辅具中心放置。上砧子先以坯料中心为轴线,进行旋转镦粗;待辅具镶嵌进人坯料后,上砧子再从外向内进行小压下最的旋压;最后滚锻外圆、平整端面、出成品。
4.锻后热处理
锻后热处理执行两次正火和一次回火工艺,以消除锻造过程中产生的应力,调整和改善锻件粗大组织,降低锻件内部化学成分与金相组织的不均匀性,并通过长时间的高温回火进行扩氢,防止产生白点、氢脆等氢致缺陷。
通过对这批核电异形管板锻件合理的锻造工艺策划,采用仿形法与旋压法结合,在节约成本的同时提高了产品的使用寿命,为今后研发各种异形管板类锻件积累了技术和生产经验,也为公司开拓核电锻件市场提供了强有力的支持。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码