7*24小时服务热线:
7*24小时服务热线:


更新时间:2022-06-04 15:07:48
点击:1638
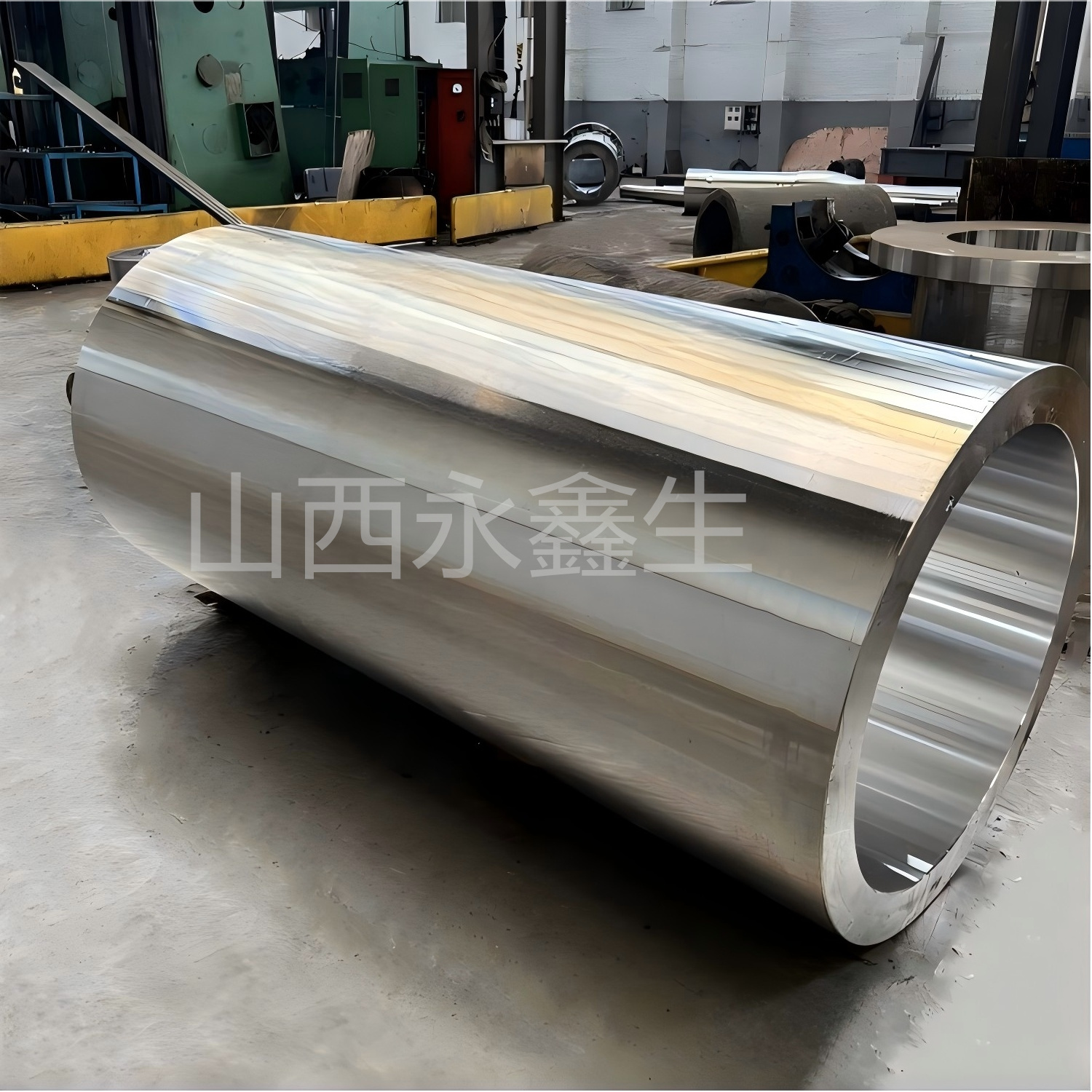
大齿圈是常用的机械零件之一 ,通过它来传递和改变力的方向,其制造质量的好坏对整台机器的性能都有直接影响。我们是山西锻造厂家,锻造各种材质大齿圈,大齿圈属于薄壁环类锻件 ,在锻造过程中容易出现壁厚不均、折叠 、椭圆、锥形 、尺寸超差等质量问题 ,通过控制锻造工艺的细节可以提高锻件质量。
1.锻件的技术要求
(1)锻件验收按JB/T5000.8007Ⅲ组验收 ,调质处理 ,硬度要求 269—302HBW。
(2)超声波探伤按 JB/T5000.15_2007Ⅲ组 规定执行 ,不允许存在缺陷密集区。
2. 锻造工艺
1 确定锻件尺寸根据锻件的粗加工尺寸确定锻件的机械加工余量及公差.
2 确定锻造温度根据材质42CrMo确定锻造 温度范围,始锻温度 1220 ,终锻温度750℃,精锻温度700% 。
3. 锭型钢锭冒口及水口切除量按钢锭锭身质量百分比计算 ,一般空心锻件冒口切除量为 0—3%,水口切除量为2% 一5%。经计算并结合我厂实际 ,决定与其它锻件合锻。选取48t上注8棱钢锭 。
4.锻造变形工序
(1)第一火次拔长至直径 1000mm,长约 5750mm,水口切除180mm(含刀口),下料直径1000mm×1900mm 一块 。 所用工附具为 :上平下V砧。
(2)第二火次 镦粗至高 400mm,直径 2160mm,冲孔直径700mm 。所用工附具为:直径2500mm 回转台,直径700mm空心冲子 ,(2)直径800mm漏盘。 镦粗时为了防止产生纵向弯曲和双鼓型 ,毛坯高度与直径之比不应超过 2.5~3,控制在 2~2.5的范围效果更好 。冲孔时为了防止产生拉缩 现象 ,冲孔前的坯料 直径应 大于冲子直径 的 2.5 — 3倍 。(3)第三火次 马杠预扩孔至内径 2550mm,外径约 3200 mm,双面平整至高320mm。 所用工附具为:直径680mm马杠 ,马架 ,三点扩孔专用砧 , 2500mm 回转台, 3600mm大垫圈 。为避免扩孔时高度方向产生折叠 ,扩孔前壁厚与高度之比应不超过 2.5—3;扩孔时高度会略有展宽 ;采用双面平整是为了坯料上下直径一致 , 避免下火扩孔时产生锥形。
(4)第四火次马杠扩孔出成品。 所用工附具为:直径830mm马杠 ,马架 ,三点扩 孔专用砧 。 更换较粗的马杠 ,可获得内壁较光滑的锻件 ,避免内壁形成梅花压痕;三点扩孔专用砧有自动归圆的作用 ,可防止椭圆的产生 ;此火变形量不大 ,且由于工附具的限制不能进行平整 ,故始锻温度设为1050℃,保温2.5h即可。
3 生产中应注意的事项 (1)第一火次 :为保证拔长时不产生折叠 ,单边压下量应小于进给量 ;为了保证拔长效率与锻件质量 ,进给量与坯料高度之比应在 0.5~0.8范围之内,进给量与砧宽之比应在0.4—0.8范围之内;下料尺寸应仔细测量确保下料准确 ,否则可能会出现尺寸超差或坯料不够的问题 ;切料时剁刀要摆正 ,端面切平 ,以便于下火镦粗。
(2)第二火次 :镦粗前若有裂纹 、凹坑等缺陷 要将其去 除,否则镦粗时会将其扩大 ,易造成废品;冲孑L时要两名操作者站在与坯料互成90。方向找正 ,摆正后先进行试冲,再用回转台旋转一周进行检验 ,准确无误后再进行冲孔 。
(3)第三火次 :扩孔时马架间距不能过宽 ,一般比坯料尺寸大100mm,以便旋转时出现歪斜现象能够及时拉正 ;为保证壁厚均匀 ,每次转动量与压下量应尽量一致 。
(4)第四火次 :大齿圈扩孔后由于冷却收缩量较大 ,因此必须要考虑到留出足够的余量 ,以免冷却后锻件加工余量不足而造成废品,一般直径的冷缩率为1.0% ~1.7% ;出成品后应每隔45。 校验一次尺寸 ,确保锻件的圆度 ,若有椭圆应及时进行点椭圆操作修复。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码