7*24小时服务热线:
7*24小时服务热线:


更新时间:2023-04-27 17:27:25
点击:1335
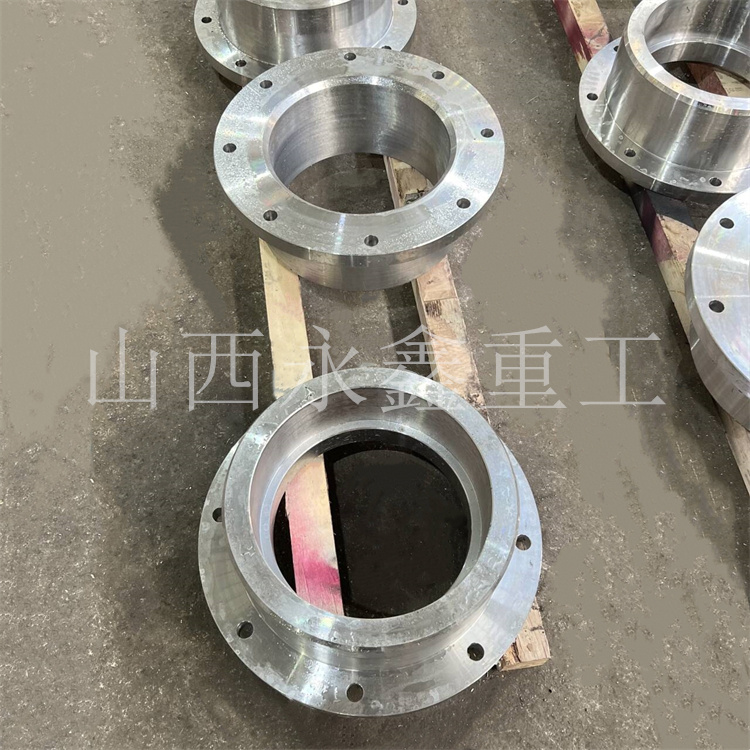
阀座锻件是矿山料紫输送零部件中的重要部件,因其与阀锥体配合在复杂环境条件下使用,所以对零件性能强度要求较高,同时由于其形状特殊,锻件原材料消耗较大。原自由锻工艺存在原材料利用率低、加工工时消耗多等诸多不利因素。现采用胎模成形阀座锻件,既可大幅减少原材料消耗,又可为加工车间节约时间,且通过胎模成形对零件力学性能有很大改善。
1.改进前工艺方法
阀座在以往自由锻造过程中,私要采用自由锻镦粗、拔长加冲子冲孔等工序来实现阀座锻件的生产,通过冲子反复冲孔操作,将原材料最终成形阀座锻件毛坯,阀座净重8kg, 下料在24kg左右。
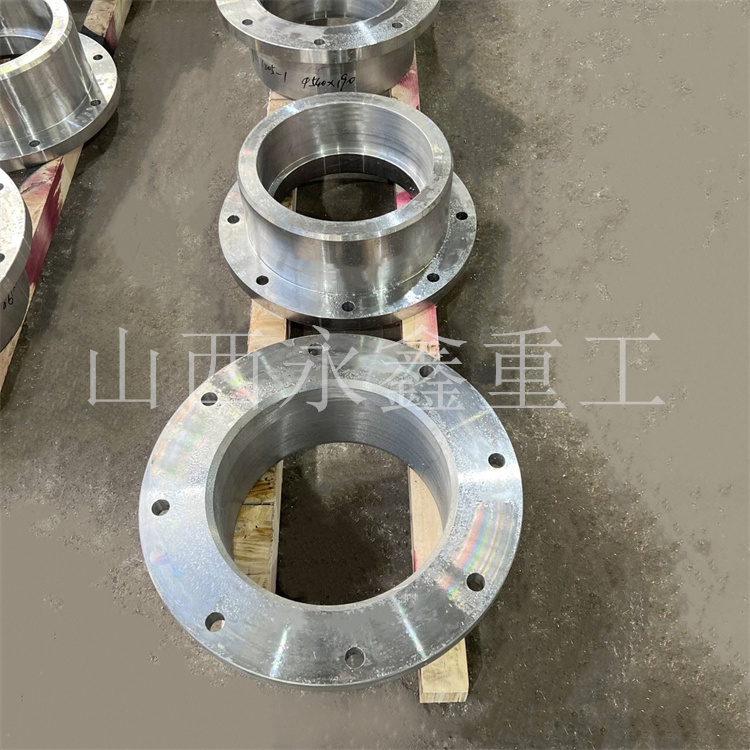
2.改进后的工艺方法
通过分析阀座形状研究胎膜锻工艺,优化阀座锻造工艺设计:根据阀座实际形状,将锻件毛坯改为更接近零件形状的尺寸,降低原材料消耗。
3.改进后的工艺过程
第一道为预锻工序,先将毛坯料通过镦粗、冲孔等工序锻造成毛坯形状。
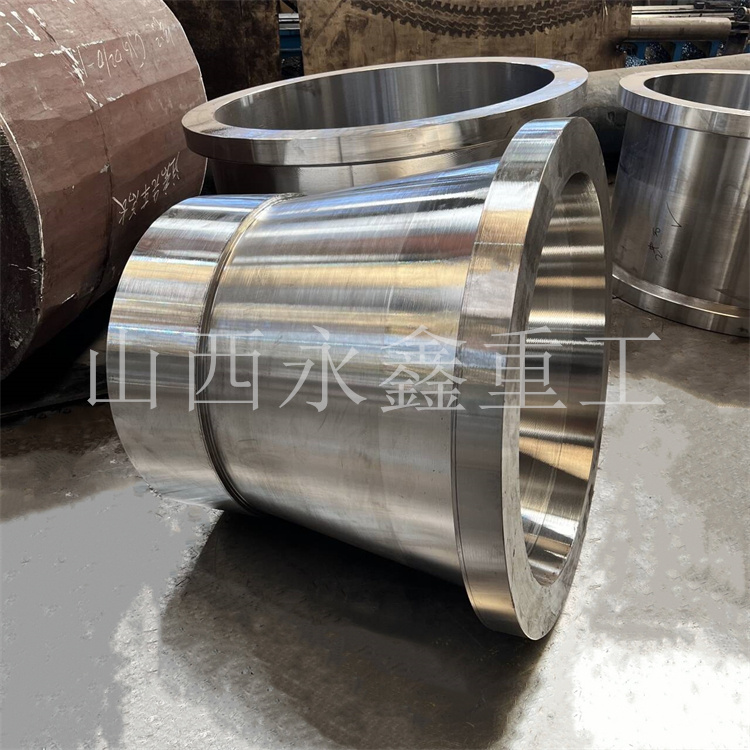
第二道工序为成形工序,将第一道预锻好的毛坯放人设计好的封闭式模具中,使金属充满型腔,达到耍求的尺寸与外形。
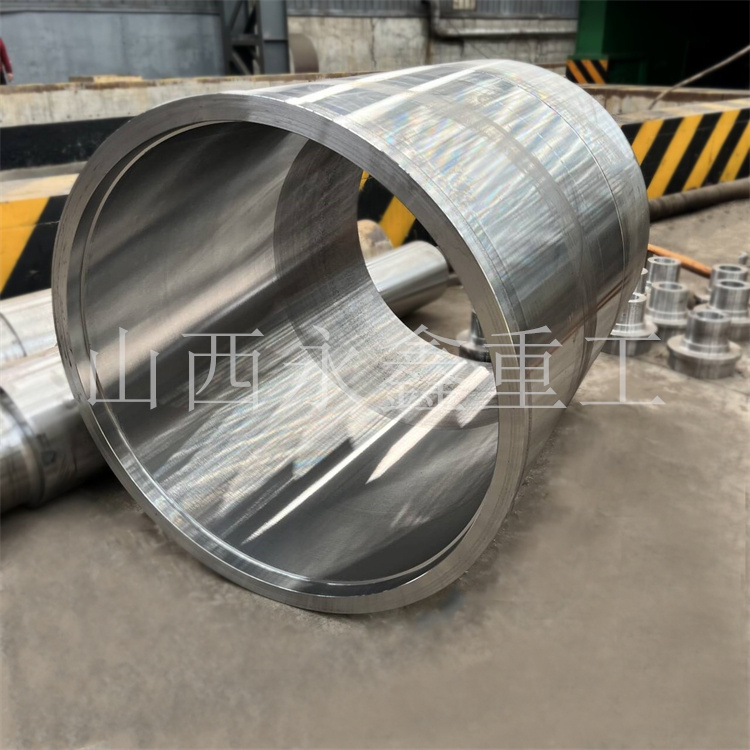
第三道为终锻工序 ,通过漏模将多余的飞边去除,形成最终的锻造毛坯。
我们山西永鑫生重工锻造厂经过上诉改进的锻造工艺,阀座锻件成品交货,客户很满意,大大节约了时间和成本,有效的提高了工作效率,工人熟练掌握锻造阀座锻件的工艺,也提高了锻造的专业水平。选择永鑫生,选择品质!

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码