7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-05-12 11:59:55
点击:177
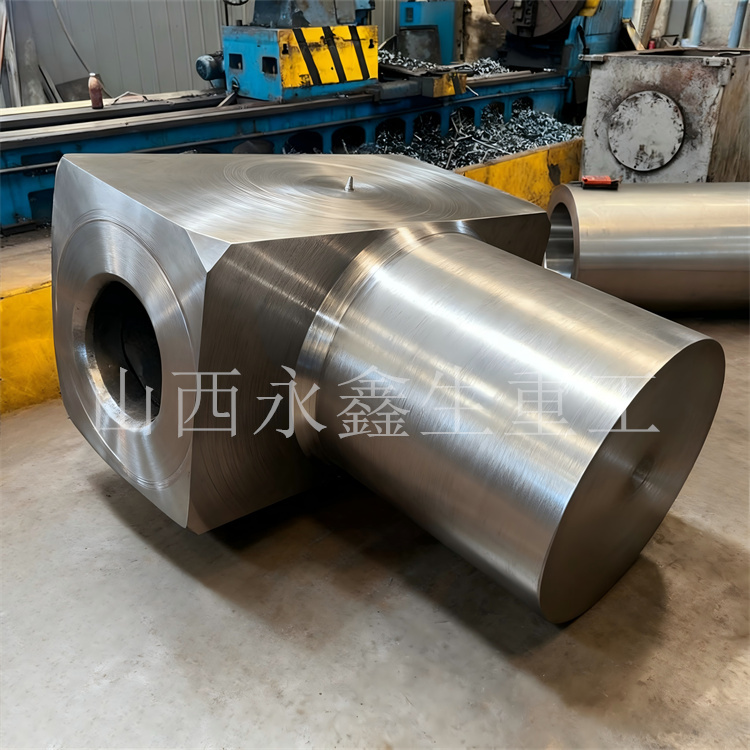
合金钢大型轴类锻件广泛应用于矿山机械、冶金轧钢、风电重工、化工装备、压力容器等领域,多采用40Cr、35CrMo、42CrMo、40CrNiMoA、34CrNiMo6等合金结构钢制作。因其截面大、长度长、承载载荷高、工况严苛,必须遵循专用锻造工艺流程,严控加热、锻造、冷却、热处理、探伤全环节,才能保证组织致密、性能均匀、无内部缺陷、承重抗疲劳达标。

一、原材料进厂检验
选用优质电炉精炼、真空脱气合金钢钢锭或大规格圆钢,进厂后首先进行光谱成分复检,核验碳、铬、钼、镍等合金元素含量,严格管控硫、磷有害杂质。同时外观目视及初检,排查原材料裂纹、夹渣、疏松、偏析等先天缺陷,不合格原料直接拒收,从源头筑牢大型轴锻件质量基础。
二、分段阶梯式加热工艺
合金钢导热性差、晶粒敏感性高,大型轴坯严禁快速升温。采用低温预热、中段均温、高温保温三段式缓慢加热,减小内外温差,避免产生热应力裂纹。
严格控制工艺温度:始锻温度控制在1150~1250℃,终锻温度不低于800~850℃;杜绝超温过热、过烧晶粒粗大,也禁止低温硬锻产生内部微裂纹。恒温保温时间按坯料截面厚度匹配,确保温度透烧均匀。
三、自由锻成型核心工序
采用镦粗—拔长—分段精整经典锻造工艺,严格把控锻造比≥3.5。
通过多次镦粗压实,闭合钢锭内部气孔、缩孔与疏松缺陷;再经长行程拔长细化晶粒,使**金属纤维流线沿轴向连续完整分布,不被切断、不紊乱。针对台阶轴、变径大型轴,采用分段精准锻打,预留合理机加工余量,保证外形尺寸、直线度及后续加工基准。

四、锻后缓冷工艺
大型合金钢轴锻后截面大、蓄热高,直接空冷极易产生内应力、弯曲变形甚至表面开裂。采用炉冷、坑冷、砂冷慢速冷却方式,逐步释放锻造应力,稳定内部组织,防止后续热处理和使用过程中变形、开裂隐患。
五、去应力退火预处理
锻后完成冷却后,统一进行去应力退火处理。通过合理保温与随炉缓冷,进一步消除锻造残余应力,均匀金相组织、细化晶粒,降低毛坯硬度,改善切削加工性能,为后续调质热处理做好组织铺垫。
六、调质热处理强化
大型合金钢轴关键性能靠淬火+高温回火调质实现。根据不同合金钢材质设定专属淬火冷却速度与回火恒温区间,使锻件获得高强度、高韧性、高淬透性的综合力学性能。
确保大截面轴件表面到心部硬度、强度均匀一致,解决普通工艺表层硬、心部软的通病,提升整体承载、抗扭、抗疲劳能力。
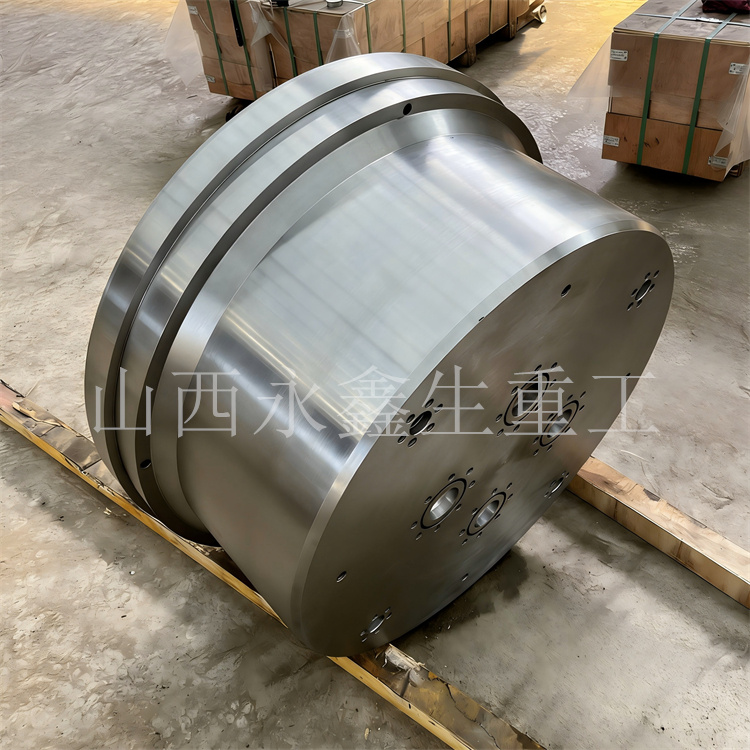
七、校直与精加工
热处理后大型长轴易产生微量弯曲,采用压力机逐支校直,修正直线度偏差。随后进行数控车削、端面加工、台阶及键槽精加工,严格控制总长、外径、同轴度、圆度、端面垂直度等形位公差,满足设备高精度装配要求。
八、无损探伤与成品终检
成品全部执行超声波UT内部探伤、磁粉MT表面探伤,全面排查内部缩孔、夹渣、裂纹及表面微裂纹。同步复检硬度、外观尺寸、加工精度,各项指标合格后出具材质报告、热处理报告、探伤检测报告,防锈包装出厂。

九、工艺核心管控要点总结
1. 原料必光谱复检,杜绝材质混杂、杂质超标;
2. 合金钢必须分段慢加热,严控始锻、终锻温度;
3. 保证足够锻造比,压实组织、保留完整金属流线;
4. 锻后严禁急冷,采用缓冷+去应力退火消除内应力;
5. 大型轴必须整体调质,保证大截面性能均匀;
6. 逐支校直、全检探伤,杜绝缺陷件投入重载工况。
山西永鑫生锻造厂专业承接各类合金钢大型实心轴、空心轴锻件、台阶轴锻件定制,全程遵循以上标准锻造工艺,从原料、锻造、热处理到探伤机加工一站式生产,性能稳定、尺寸精准、质量可溯源。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码