7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-05-12 12:00:49
点击:150
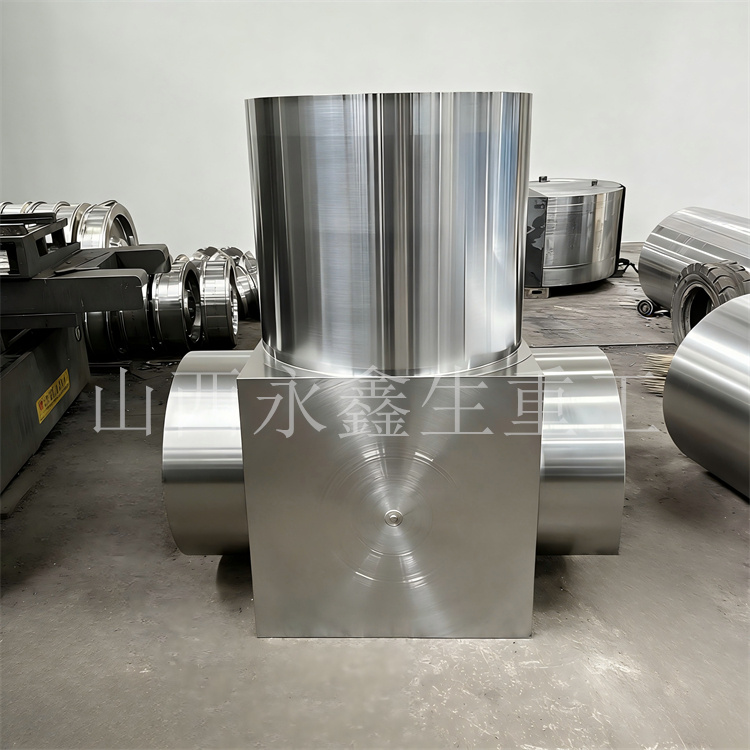
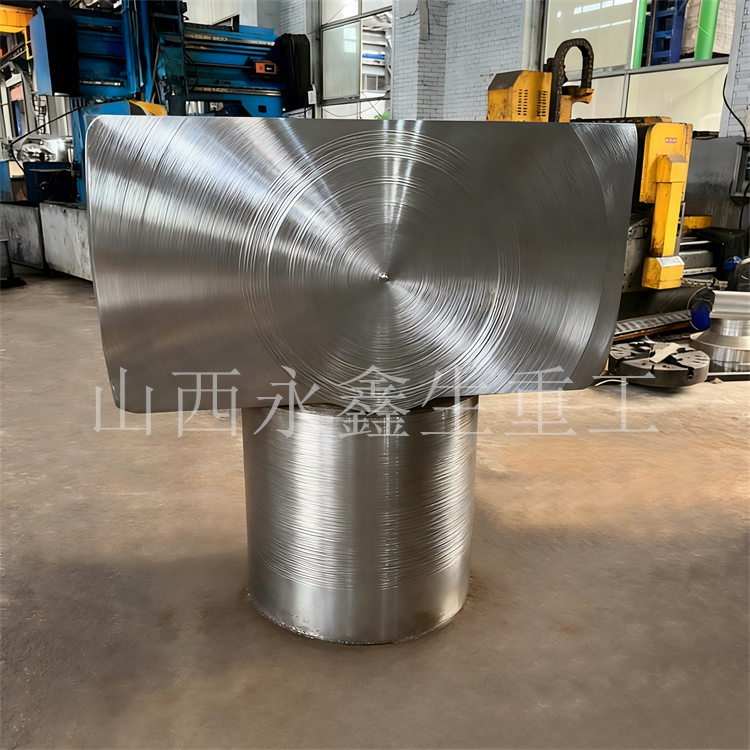
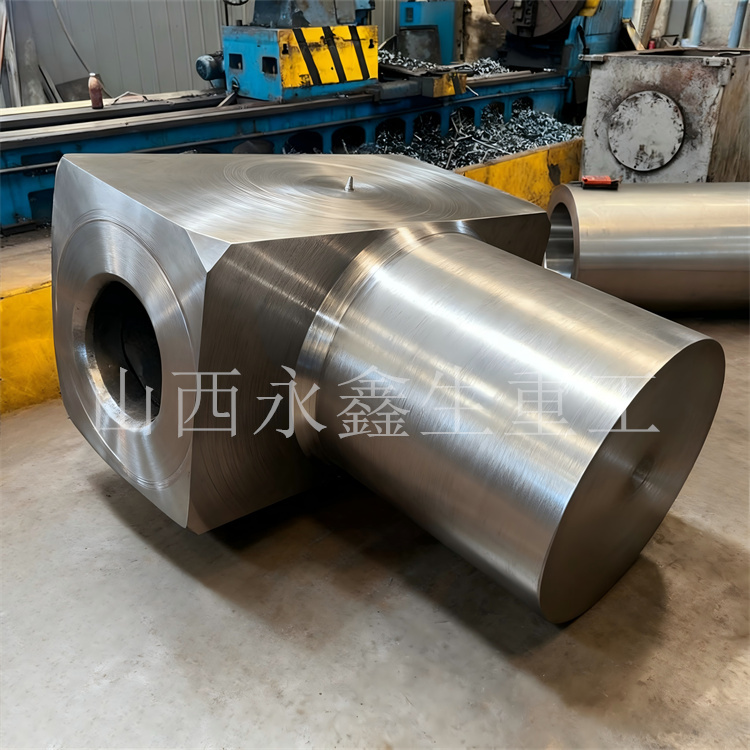
一、概述
大直径重型空心轴类锻件,广泛应用于风电、核电、矿山机械、冶金轧钢、压力容器、重工传动等领域,具有**直径大、壁厚厚、长度长、自重高、承载扭矩大、工况重载交变等特点。相比实心轴,空心轴自重轻、抗弯抗扭性能优、结构受力更合理,但锻造成型、冲孔拔长、热处理、校直及精加工难度更高。山西永鑫生锻造厂依托15000吨大型锻造压机,专注大直径重型空心轴定制生产,现将核心技术要点系统总结如下。

二、原材料选材与坯料制备要点
1. 优先选用42CrMo、35CrMo、40CrNiMoA、34CrNiMo6等高品质合金结构钢钢锭,采用电炉精炼+真空脱气工艺,纯净度高、夹杂物少。
2. 进厂必做光谱成分复检、低倍组织检测,严控硫磷杂质、成分偏析,从源头避免内部疏松、缩孔、裂纹隐患。
3. 根据成品孔径、外径、总长精准计算下料重量与锻坯尺寸,预留充足锻造比和机加工余量,防止成型后尺寸不足。
三、加热工艺技术要点
1. 大直径合金钢坯导热慢,必须采用分段预热、阶梯升温、透烧均温,禁止急火猛烧。2. 严格控制始锻温度1150~1250℃、终锻温度800~850℃,保温时间按截面厚度匹配,确保内外温度均匀。
3. 严控过热、过烧现象,避免晶粒粗大、韧性下降,造成后期冲击开裂和疲劳失效。
四、锻造成型核心技术要点
1. 采用镦粗—中心冲孔—芯棒拔长—整体精整专用空心轴锻造工艺,是成型关键。
2. 严格保证整体锻造比≥3.5,充分压实钢锭内部气孔、疏松,细化晶粒,使金属流线沿轴向连续分布,提升抗扭、抗弯、抗疲劳性能。
3. 芯棒拔长过程匀速送进、均匀锤击,严控壁厚均匀度、同轴度、圆度,避免偏心、壁厚差过大、内外圆不同心。
4. 针对超长重型空心轴,分段控温锻造,防止局部降温过快产生锻造裂纹。

五、锻后冷却与去应力控制要点
1. 大直径空心轴截面厚、蓄热大,严禁直接空冷,采用炉冷、坑冷、缓冷砂埋方式缓慢降温,释放锻造应力。
2. 锻后统一进行去应力退火,消除锻造残余应力,稳定金相组织,防止后续加工和使用中变形、开裂。
六、热处理工艺关键要点
1. 重型空心轴必须做整体调质处理(淬火+高温回火),匹配材质设定专属热处理曲线。
2. 重点解决大截面淬透性问题,保证轴体外圆、内孔、壁厚层从表到心性能均匀,硬度、强度、韧性一致。
3. 严控热处理变形,提前预留变形补偿量,减少后续校直难度。
七、校直与精加工技术要点
1. 热处理后长径比大的空心轴易弯曲,采用大型压力机多点精密校直,逐支检测直线度。
2. 精加工采用大型数控车床、深孔镗床,同步加工外圆、内孔、台阶、端面。
3. 严格把控关键形位公差:直线度、同轴度、圆度、圆柱度、壁厚差,满足高端设备装配精度要求。
4. 合理选择切削参数,控制切削热,避免加工应力二次变形。
八、无损检测与质量管控要点
1. 成品100%进行超声波UT内部探伤、磁粉MT表面探伤,重点检测内孔壁、台阶过渡、应力集中区域。
2. 复检硬度、力学性能、尺寸公差、外观质量,出具完整材质报告、热处理报告、探伤报告。
3. 建立全流程可追溯档案,炉号、工艺、检测数据全程留存,适合重大装备长期安全服役。
九、定制选型与适配要点
1. 根据工况载荷、扭矩大小、温度环境合理匹配材质:普通重载选42CrMo/35CrMo,高端风电核电选40CrNiMoA、34CrNiMo6。
2. 定制时明确:外径、内径、总长、台阶尺寸、公差等级、热处理要求、探伤等级、是否需粗加工或成品交货。
3. 大直径、超长、超重空心轴优先选择自有大型锻造设备、自有热处理及探伤资质的源头厂家,减少外协质量风险。
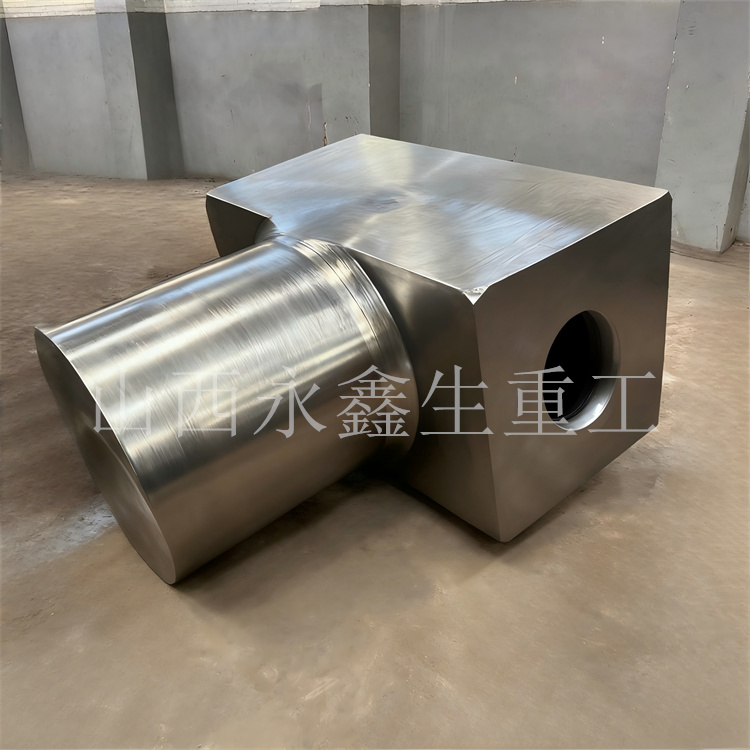
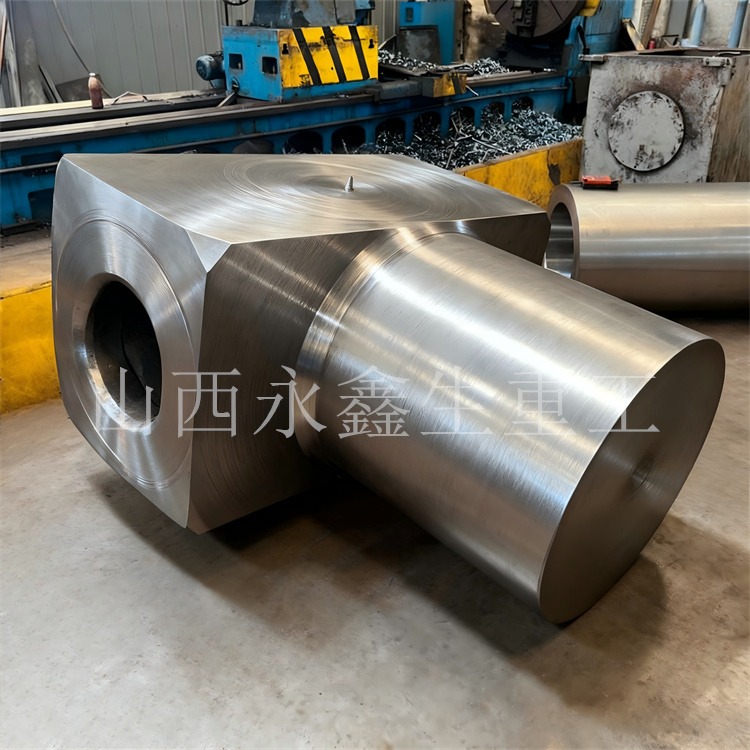
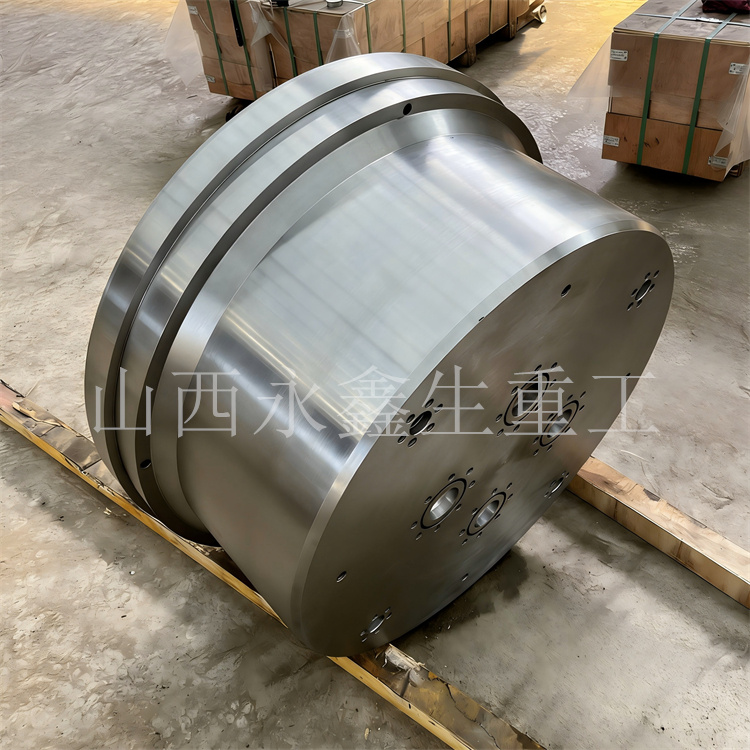
十、永鑫生定制优势
可承接大直径、超长、重型合金钢空心轴来图定制,具备冲孔拔长成熟工艺、整体调质能力、精密校直与全项无损检测,可生产大规格重型空心轴锻件,尺寸精准、组织致密、承重抗疲劳性能稳定,一站式满足各行业配套需求。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码