7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-06-30 10:07:01
点击:12
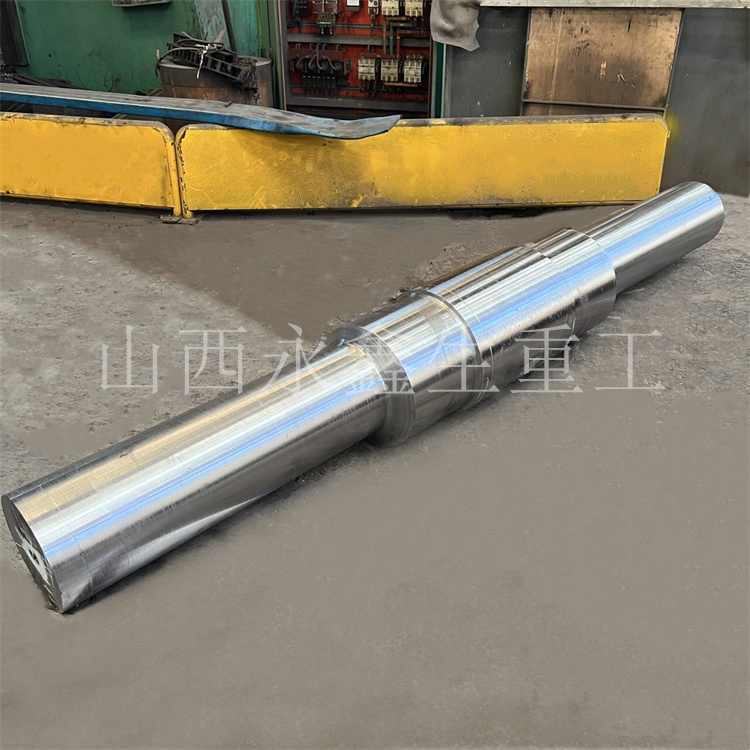
船轴是船舶动力传动系统的核心承压部件,涵盖艉轴、中间轴、主轴、舵轴等关键构件,长期在海水腐蚀、交变扭矩、高频冲击的复杂工况下运行,对内部组织致密性、力学稳定性有着极高要求。热处理是优化船轴锻件金相组织、提升综合力学性能的核心工艺,而无损探伤是把控产品品质、排查隐性缺陷的最后关口,两项工艺直接决定船轴的使用寿命与航行安全。为满足船级社检验标准与船舶重载服役需求,行业形成了完善的船轴锻件探伤规范与标准化热处理技术体系,本文将详细拆解核心技术要点与实操标准。

船轴锻件的探伤检测以无损检测为核心,无需破坏工件结构,可精准排查内部及表面隐性缺陷,目前行业主流采用超声波探伤与磁粉探伤双重检测工艺,严格遵循GB/T、CCS船级社等船用锻件专项标准。其中超声波探伤主要用于检测船轴锻件内部缺陷,包括缩孔、疏松、夹渣、内部裂纹、晶粒不均等深层隐患,适配35CrMo、42CrMo等主流合金钢船轴检测。探伤过程需覆盖轴身、法兰、过渡圆角等所有受力关键区域,针对大吨位重型船轴,采用分段扫查、全覆盖复检模式,杜绝检测盲区。
按照船用标准要求,合格船轴锻件内部不允许存在密集性缺陷、长条状夹渣及延伸性裂纹,单点缺陷尺寸、缺陷间距均需控制在规范阈值内,所有检测数据全程记录存档,可追溯核验。磁粉探伤则专注检测船轴表面及近表层缺陷,包括加工裂纹、锻造微裂纹、表层疏松等肉眼难以识别的瑕疵,这类微小缺陷在海洋交变载荷下极易扩张,引发轴体断裂。双重探伤工艺结合,全方位保障船轴锻件内部致密、表面完好,100%探伤合格后方可出厂,满足各类货轮、工程船、远洋船舶的安全使用标准。
热处理是激活船轴锻件材质性能、消除工艺缺陷的关键工序,船用合金钢船轴锻件主流采用调质热处理工艺,包含正火、淬火、高温回火三大核心流程,核心目的是细化晶粒、均匀金相组织、消除锻造残余应力,提升锻件的强度、韧性、抗疲劳性匹配度。锻造后的船轴内部存在不均匀组织与残余应力,若未经过规范热处理,后期精加工及长期服役过程中极易出现变形、开裂、尺寸偏移等问题,大幅降低设备稳定性与使用寿命。

在热处理实操过程中,温度管控是核心技术要点。首先是正火处理,将船轴锻件均匀升温至合理区间保温,再自然冷却,能够彻底细化锻造后的粗大晶粒,均匀内部组织结构,消除锻造过程中产生的组织偏析问题,为后续淬火处理奠定良好基础。其次是淬火工序,需严格把控升温速率、保温时间与冷却介质,根据船轴材质、截面厚度精准调整工艺参数,确保锻件整体淬透均匀,提升材质硬度与抗拉强度,杜绝淬火不均导致的局部强度不足、软硬不均等缺陷。
高温回火是平衡船轴强度与韧性、消除淬火应力的关键步骤。淬火后的船轴硬度偏高、韧性不足,且存在较大内应力,通过高温回火保温、缓冷处理,可有效释放残余应力,优化金相组织,让船轴锻件兼具高强度与高韧性,避免锻件过硬易脆、过软易变形的问题。同时,回火工艺能大幅提升船轴的抗疲劳性能与尺寸稳定性,有效适配海洋长期交变载荷工况,从根源降低船轴疲劳失效、形变故障的发生概率。
在整体工艺把控中,冷却速率与温控均匀性至关重要。船轴锻件多为长轴、大截面构件,热处理过程中极易出现两端与中间温度不均、冷却速度差异大的问题,易引发弯曲变形。因此正规生产需采用炉体均匀升温、分段保温、分级缓冷工艺,严控升降温速度,杜绝温差应力产生。热处理完成后,需静置充分释放应力,再开展精加工与探伤检测,避免工艺衔接不当产生二次缺陷。
探伤检测与热处理工艺相辅相成、互为保障。热处理不到位会导致锻件组织不均、内应力残留,极易产生隐性裂纹,而精准的探伤检测可有效排查热处理工艺缺陷;同时探伤筛选出的不合格工件,可针对性进行工艺复盘优化,持续精进热处理与锻造工艺。标准化的热处理搭配严苛的无损探伤检测,形成完整的品控闭环,让每一件船轴锻件力学性能达标、内部组织致密、无任何安全隐患。

综上,规范的探伤标准与精细化的热处理技术,是生产高品质船轴锻件的核心核心。严格遵循船用行业探伤规范,精准把控热处理温度、保温、冷却等关键要点,能够彻底优化船轴锻件综合性能,消除各类隐性缺陷,保障船轴在复杂海洋工况下长期稳定运行。深耕工艺细节、严守检测标准,是提升船轴锻件品质、筑牢船舶航行安全防线的关键所在。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 13513500000
传真: 0350-6080556
电话: 13513500000
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码